Invented by Benyamin Buller, Erel Milshtein, Thomas Blasius BREZOCZKY, Zachary Ryan Murphree, Daniel Christiansen, Alan Rick Lappen, Velo3D Inc
As the demand for 3D printing continues to grow, so does the need for skilled professionals who can design, operate, and maintain these machines. The market for skillful three-dimensional printing is expanding, and companies are looking for individuals with the technical expertise and creativity to take their products to the next level.
One of the key factors driving the growth of the 3D printing industry is the increasing accessibility of these machines. As the cost of 3D printers continues to decrease, more and more businesses and individuals are investing in this technology. This has created a need for skilled professionals who can not only operate these machines but also design and customize products to meet specific needs.
Another factor driving the market for skillful three-dimensional printing is the increasing demand for personalized and customized products. With 3D printing, it is possible to create unique and customized products quickly and efficiently. This has opened up new opportunities for businesses to create products that are tailored to the specific needs and preferences of their customers.
The healthcare industry is one area where 3D printing is having a significant impact. With the ability to create customized prosthetics, implants, and other medical devices, 3D printing is revolutionizing the way we approach healthcare. This has created a need for skilled professionals who can design and create these devices, as well as operate and maintain the 3D printers used to produce them.
In addition to the healthcare industry, the aerospace and automotive industries are also seeing significant growth in the use of 3D printing. With the ability to produce lightweight and complex parts, 3D printing is helping to improve the performance and efficiency of these industries. This has created a need for skilled professionals who can design and produce these parts, as well as operate and maintain the 3D printers used to create them.
Overall, the market for skillful three-dimensional printing is expanding, and the demand for skilled professionals in this field is growing. As more businesses and industries adopt 3D printing technology, the need for individuals with the technical expertise and creativity to take advantage of this technology will only continue to increase. If you are interested in pursuing a career in 3D printing, now is the time to start developing your skills and expertise in this exciting and rapidly growing field.
The Velo3D Inc invention works as follows
The present disclosure includes various systems and apparatuses for 3D printing. The present disclosure includes three-dimensional (3D), printing methods, apparatuses and software for controlling material characteristics and/or deformation; reducing deformation in 3D objects printed; and planarizing material beds.
Background for Skillful three-dimensional printing
Three-dimensional (3D), printing (also known as additive manufacturing) allows you to create any three-dimensional (3D), object from a design. Design can be either an electronic data source (e.g., hardcopy), or a physical structure (e.g. physical model). A hard copy can be a 2-dimensional representation of a 3D object. An electronic 3D model could be used as the data source. 3D printing can be achieved by an additive process, where successive layers of material are laid on top of one another to form a layer (3D object). This process can be controlled by either computer control or manually. A 3D printer could be used as an industrial robot.
3D printing is a fast and efficient way to create custom parts. You can use a variety of materials in 3D printing, including metal alloys, ceramic, elemental carb, and polymeric materials. A typical additive 3D printing process involves the formation of a first material layer, followed by successive material layers (or parts thereof), where each material-layer is added to a pre-formed material layer until the entire three-dimensional design (3D object) is materialized.
A computer-aided design program or a 3D scanner can be used to create 3D models. Preparing geometric data for 3D computer graphics can be done manually. This process is similar to plastic arts like sculpting and animating. 3D scanning allows you to analyze and collect digital data about the appearance and shape of real objects. This data can be used to create 3D models of the object scanned. These 3D models can include computer-aided designing (CAD).
There are many additive processes currently available. They might differ in how layers are deposited to create the materialized structures. They might differ in the materials used to create the structure. To create layers, some methods melt or soften materials.
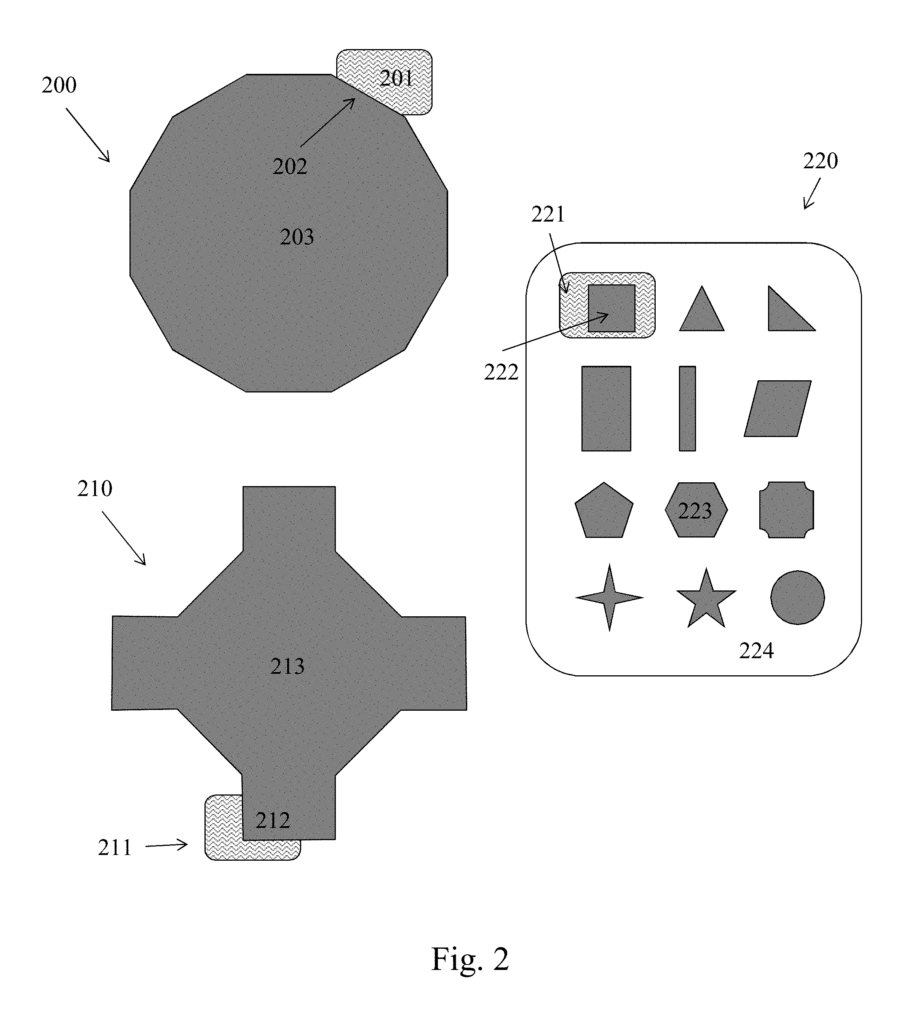
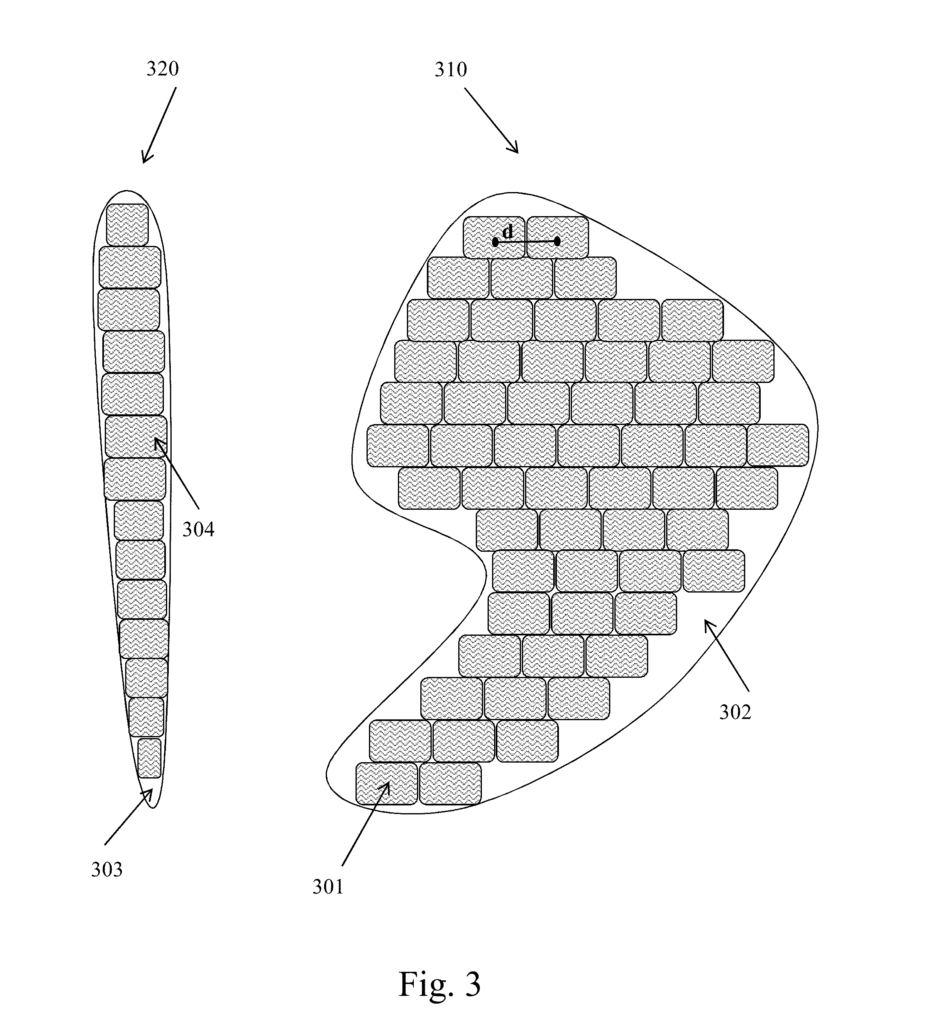
The printed 3D object might bend, warp or roll during the 3D printing process. To avoid such deformation, auxiliary supports can be added. To produce the requested 3D product, these auxiliary supports can be removed from the 3D object printed. Auxiliary supports can increase cost and/or take longer to make the 3D object. Sometimes, the need for auxiliary supports may hinder (e.g. prevent) the formation of the desired 3D object. The presence of an auxiliary support, for example, may prevent the formation of certain hanging structures (e.g. ledges) or cavities as part the desired 3D object. A requirement for auxiliary support may limit the design and/or materialization of 3D objects. The inventions of the present disclosure enable the generation of 3D objects that have a lower degree of deformation in some embodiments. The inventions of the present disclosure enable the fabrication of 3D objects with a reduced number (e.g. absence) of auxiliary support (e.g. without auxiliary support). The inventions of the present disclosure enable the generation of 3D objects that have a reduced amount of design constraints and/or fabrication constraints in some embodiments. This is referred to as a ‘constraint-less 3DObject?. Large tiles can be used to form the layer of the 3D object. You can make the tiles by using a small diameter energy beam (e.g. scanning energy beam) to hatch the interior of the tile. You can also use a large, stationary energy beam with a significant diameter to form tiles (e.g., tiling flux). A low power energy beam may be used to form the tiles. This beam can penetrate a portion of previously formed 3D objects layers (e.g. at the liquefying temperatures) and allow these layers to reach elevated temperatures (i) above the solidus and (ii) below the liquidus temperatures of the bottom layer material. The previously formed layer could be the bottom skin layer of an entire 3D object or a hanging structure, or a crevice ceiling within the 3D objects. A defocused beam can form the energy beam that forms the tile. This disclosure outlines methods to form such a beam with an optical diffuser.
An aspect of this invention is a method, system, software and/or apparatus for creating a 3D object that has a reduced degree or non-deformation. A 3D object may be free from one or more auxiliary support. A mark can be removed from the 3D object to indicate that it has not had any auxiliary supports in the past. A large 3D object could be included in the 3D object. A large 3D object could be included in the 3D object. A large hanging structure, such as wire, ledge or shelf, may be part of the 3D object. Large can be defined as a 3D object with a fundamental length scale of (FLS) at least 10 cm.
Sometimes, it is possible to control the microstructure of 3D objects to create a particular type of microstructure (e.g. in at least one portion of the 3D object). Sometimes, it may be desirable to create a 3D object using different materials and/or microstructures within one or more (e.g. specific) parts of the 3D object. A motor with a dense central and porous blades may be required. This disclosure describes the formation of desired 3D objects. It may be desirable to control how a minimum portion of a layer is formed. This could affect the material properties. One melt pool may be included in the layer of hardened materials. Sometimes, it is possible to control certain characteristics of the melt pool.
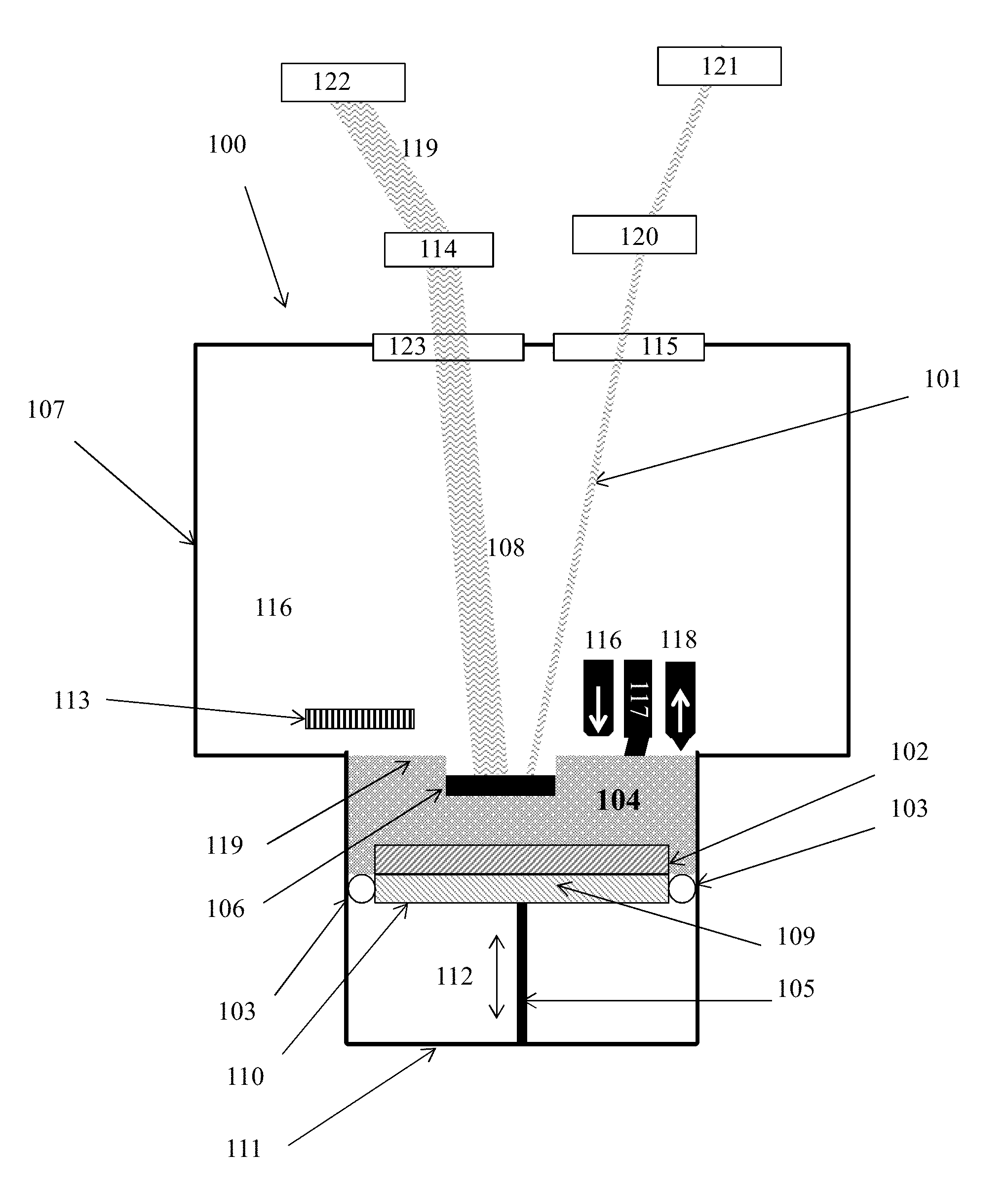
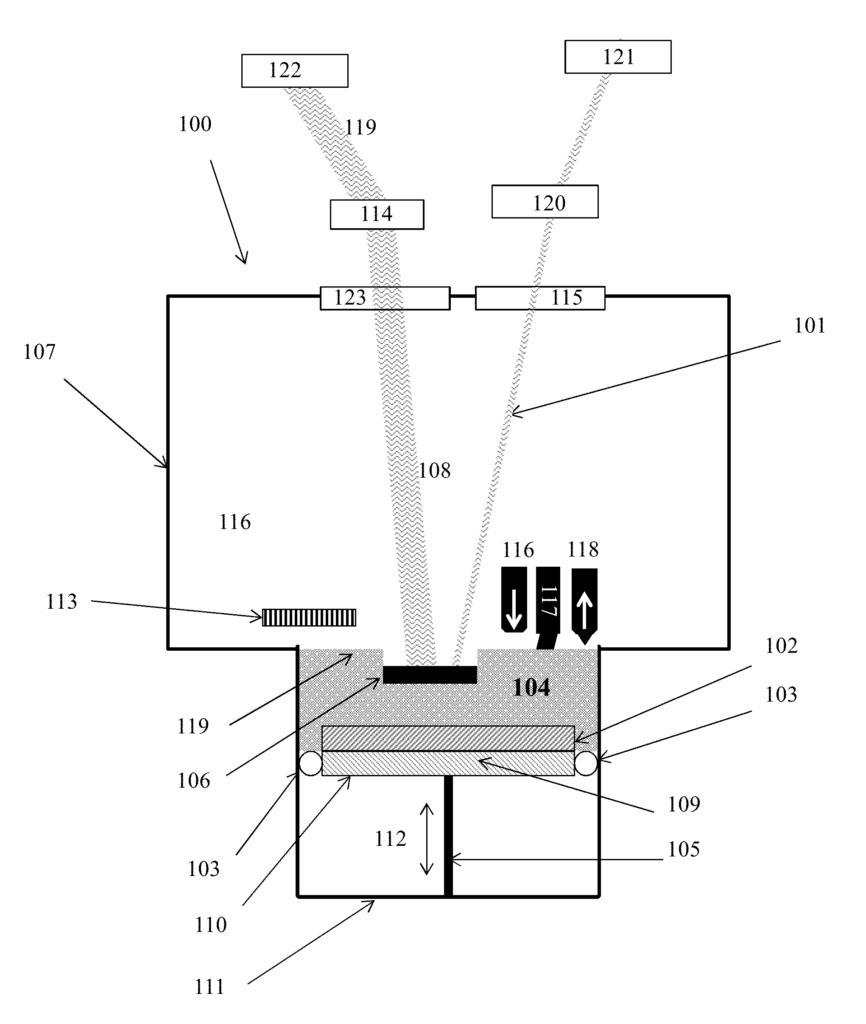
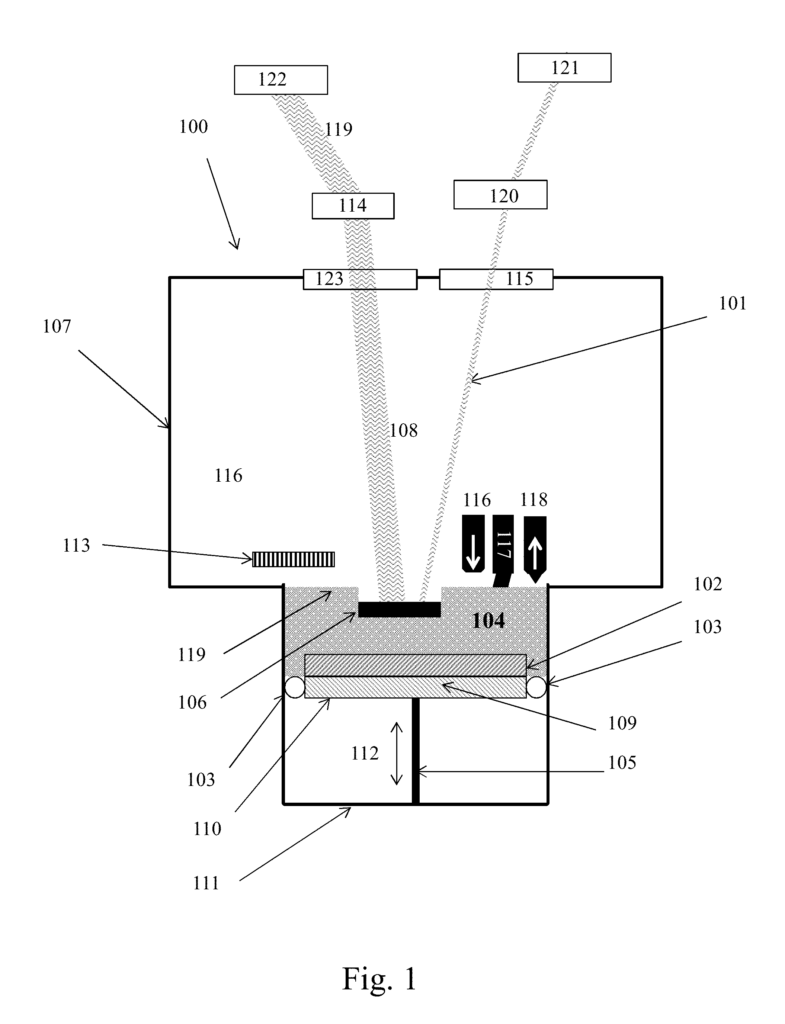
In certain cases, the 3D object may deform during 3D printing and protrude from the material bed. This phenomenon can make it more difficult to create a 3D object that adheres to customer requirements. This phenomenon can also make it difficult to deposition and/or level a planarized layer pre-transformed (e.g. particulate) material. This disclosure describes methods and apparatuses for dealing with protruding objects from the surface of a material. A material removal member can be used to planarize the surface of a material bed without touching it. This is done by, for example, using force that attracts or maneuvers the pre-transformed material away from the target surface.
It is sometimes desirable to remove any material from the 3D object that was not formed, from the 3D object printed under the same environment in which it was printed. If the pre-transformed material reacts to oxygen, water, or other highly reactive elements in the environment. This disclosure describes methods and apparatuses for cleaning the 3D object in the same environment where it was formed.
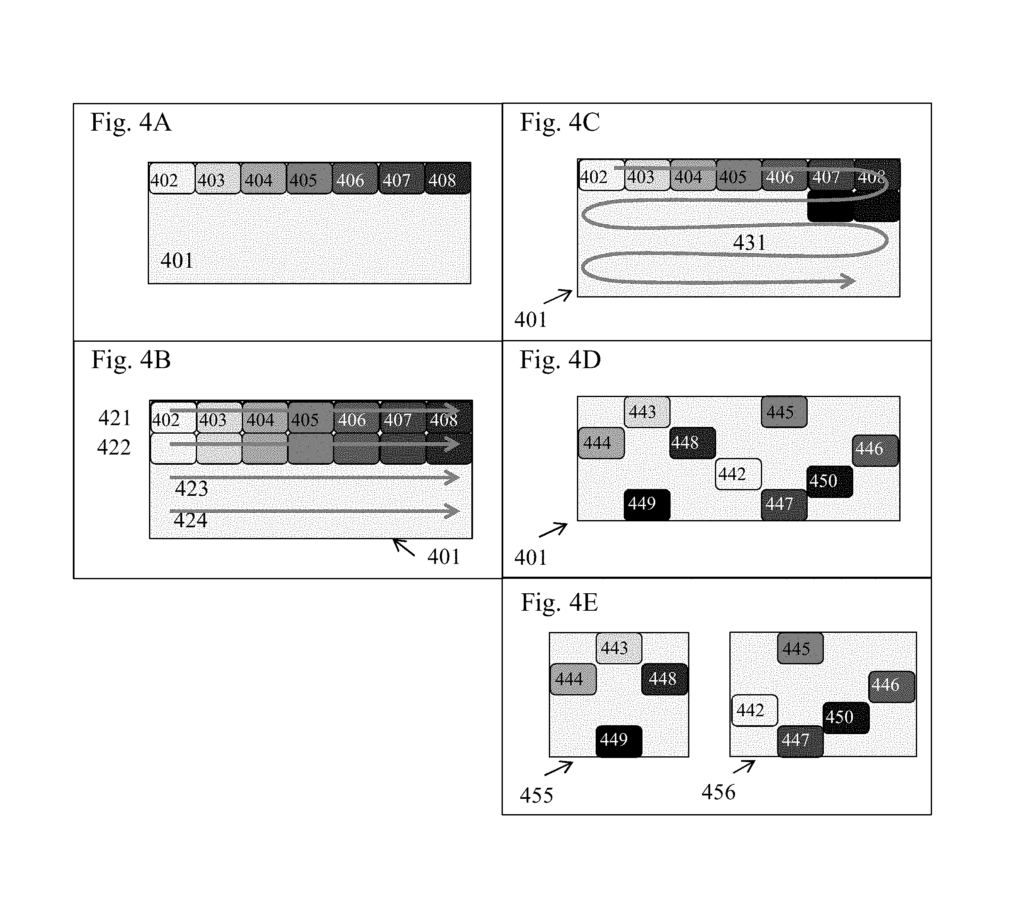
Another aspect of a method of printing a three-dimensional object is: (a) providing an energy beam directed at a position on the material surface at which the beam is substantially stationary for a time period of at most one millisecond; (b) translating the energy beam at a second location of the surface exposed to transform the pretransformed material at that position into a transformed substance to form a tile; and (d). irradiating that position at the second place with an energy beam that is nearly stationary at that is at least one minute,
The power density of the energy beam can be as low as 8000 W/mm2. The second time-period may be significantly shorter than the first. A time-period of at least one millisecond (msec) can be used. The energy beam can be translated within a third time period of at least 1 msec (10 msec), 50 msec (50 msec), 250 msec (250 msec), or 500 msec. The energy beam’s cross-section can be as small as 0.1 millimeter squared (mm2) or as large at 0.2. The energy beam’s diameter can reach at least 300 micrometers. Distances between the first and second positions can vary by at most 100, 200, or 250 millimeters. The horizontal cross section on the second tile might touch the horizontal cross section on the first tile. Contact can include overlap. The horizontal cross section for the second tile might overlap at most partially the horizontal cross section for the first tile. The second tile can overlap the first tile by at most 40%. The horizontal cross section (e.g., fully) of the second tile can overlap the horizontal cross sections of the first tile by at most 40%. This may also include removing a layer pre-transformed materials from the surface of the material bed. The second tile might at most touch the first tile. The second tile might overlap at most partially the first tile. The overlap can be at most 40%. Any value of horizontal cross-section overlap described herein can be used to define the overlap.
The pre-transformed materials may include at least one member of the group consisting either of elemental metal, alloy, ceramic, or an allotrope elemental carbon. Fuse can be part of transform. The two main types of fuse are sinter and melt. Melt can comprise completely melt. 3D printing can be done at ambient pressure. 3D printing can be done at atmospheric pressure. The 3D printing can be done at ambient temperatures. The 3D printing can be done at room temperature. 3D printing can include additive manufacturing.
Another aspect of a method of printing a three-dimensional object is: (a) providing an energy beam directed at a position on the material surface to transform the pretransformed material at that position into a transformed substance to form a tile; (b) translating the energy beam to a position on the surface at which the beam is substantially stationary at that position during a time-period; and (d). irradiating that exposed surface with the energy beam that’s substantially stationary at that position during a time-period position during a third time-period position;
The power density is limited to 5000 W/mm2. The time required to translate the energy beam is at most 1 millisecond. The energy beam can be translated in a time period of less than one millisecond (msec), ten msec or 50 msec. It may also be translated within 250 msec or 500 msec. Translation can take place within a time period of at least 1 msec (10 msec), 50 msec (250 msec), 500 msec (or both). The energy beam’s cross section can be as small as 0.1 millimeter squared (mm2) or as large at 0.2. The energy beam’s diameter can be as small as 300 micrometers or 500 micrometers. It can also reach 600 micrometers. Distance between the first and second positions can be as little as 100 micrometers or 200 micrometers. Or 250 micrometers. The second tile can contact the first tile (e.g. contact and overlap).
Substantially stationary” may include spatial oscillations smaller than the FLS (e.g. diameter) of an energy beam.
A method of printing three-dimensional objects is another aspect. It involves: providing a material base that contains a pre-transformed substance; (c) projecting a defocused beam at a first position on the surface of that material bed that is substantially stationary during the first time-period in order to transform the pre?transformed material at the initial position into a transformed matter to form a tile; (d), translating the beam at a second position on the surface of that material bed, which is different from the original; and (e) radiation to the second position using the defocused beam that is substantially fixed at the beam at the second time-period’s to transform the second place of the second to create a tile
The beam’s diameter can be as small as 300 micrometers. At most, the difference between the first and second time-periods can be less than 1 millisecond. The first time-period may be substantially equal to the second. A third time-period may be required for the energy beam to translate. The distance between the first and second positions can be as little as 100 micrometers. The second tile can at most touch the first tile. The second tile might overlap at most partially the first tile. The overlap can be at most 40%. Any value of horizontal cross-section overlap mentioned herein can be used to define the overlap. The time period can be between a minute and a half (msec), ten minutes, fifty minutes, 250 msec or 500 milliseconds. Translation can occur within a minimum of 1 msec., 10 msec., 50 msec. 250 msec. or 500 msec. The cross-section of the defocused beam can be as small as 0.1 millimeter squared (mm2) or as large at 0.2. The defocused energy beam’s diameter can reach at least 300 micrometers. Distance between the first and second positions can be as little as 250 micrometers. The maximum power density of the beam can be about 6000 W/mm2.
Another aspect of a method of printing a three-dimensional object is: providing a material base consisting of a pre-transformed materials; directing an energy beam at an optical diffuser to create a diffused beam; (c), irradiating a surface of the material with the diffused beam directed at a position that is substantially fixed during a first period to transform the pretransformed matter at the first location to a transformed substance to form first tile; (d); translating the beam
The optical diffuser can distort wave fronts of the energy beam. An array of microlens or a digital mask may be used as the optical diffuser. An optical diffuser may be contained in a diffuser wheel. The diameter of the diffused beam can be no less than 300 micrometers. At most, the time-period between the first and second time-periods can be less than 1 millisecond. The first time-period may be substantially equal to the second. Translation can occur within a minimum of 1 millisecond. The distance between the first and second positions can be as little as 100 micrometers. The second tile can at most touch the first tile. The second tile might overlap at most partially the first tile. The overlap can be at most 40%. Any value of horizontal cross-section overlap mentioned herein can be used to define the overlap. The time period can be between a minute and a half (msec), ten minutes, fifty minutes, 250 msec or 500 milliseconds. Translation can occur within a minimum of 1 msec., 10 msec., 50 msec. 250 msec. or 500 msec. The cross-section of the diffused beam can be as small as 0.1 millimeter squared (mm2) or as large at 0.2. The energy beam’s diameter can reach at least 300 micrometers. Distance between the first and second positions can be as little as 100 micrometers. The power density of the diffused beam can be as low as 7000 W/mm2.
A melt pool can be the first material to be transformed. A second energy beam may be used to transform the pre-transformed material in the second part of the three-dimensional object. The second energy beam can travel on a different trajectory than the first. The second energy beam may have at least one characteristic that is different from the first. One of these characteristics could be power density, cross-sectional area, trajectory speed, focus, energy profile dwell time, intermission times or fluence. The control may also include controlling at least one (i) temperature or (ii), shape of the first transform material. Control can be done in real-time (e.g. during the formation of second transformed material). A melt pool can be used as the second transformed material. A melt pool can be used as the second transformed material.
A system for printing three-dimensional objects is another aspect. It comprises: A container that contains a material surface and a preformed material; an energy supply that generates an energy beam that transforms at most a portion of that surface into a transformed object; one or more controllers that are operatively coupled with the material beds; one or more energy sources; one or more energy beams that are substantially stationary at the second location during a second period to transform the pretransformed material in that first position into a transformed matter
Click here to view the patent on Google Patents.
Leave a Reply