Invented by Nathan Christopher Maier
The market for sterile environments to enable additive manufacturing is rapidly growing as more industries adopt 3D printing technology for their production processes. The medical and pharmaceutical industries, in particular, require strict sterile environments to ensure the safety and efficacy of their products.
In the medical industry, 3D printing has been used to create custom implants, prosthetics, and surgical tools. These products require a sterile environment to prevent contamination and ensure patient safety. The demand for sterile environments in medical 3D printing is expected to increase as the technology advances and becomes more widely adopted.
The pharmaceutical industry also requires sterile environments for 3D printing. Additive manufacturing has the potential to revolutionize drug manufacturing by allowing for the creation of personalized medications and more efficient drug delivery systems. However, the production of pharmaceuticals requires a sterile environment to prevent contamination and ensure the quality of the final product.
Other industries, such as aerospace and automotive, also require sterile environments for 3D printing. The aerospace industry uses 3D printing to create lightweight and complex parts for aircraft and spacecraft. These parts must be produced in a sterile environment to ensure their safety and reliability. The automotive industry uses 3D printing for prototyping and production of parts, which also require a sterile environment to prevent contamination and ensure quality.
The market for sterile environments to enable additive manufacturing is expected to grow significantly in the coming years. According to a report by MarketsandMarkets, the global market for cleanroom technology, which includes sterile environments for 3D printing, is projected to reach $7.9 billion by 2025.
Companies that provide sterile environments for additive manufacturing are already seeing increased demand for their services. For example, Protolabs, a leading provider of 3D printing services, recently opened a new facility in Brooklyn that includes a cleanroom for medical device manufacturing.
In conclusion, the market for sterile environments to enable additive manufacturing is growing as more industries adopt 3D printing technology for their production processes. The demand for sterile environments is particularly high in the medical and pharmaceutical industries, but is also present in aerospace, automotive, and other industries. As the technology advances and becomes more widely adopted, the market for sterile environments is expected to continue to grow.
The Nathan Christopher Maier invention works as follows
A sterile manufacturing environment can be used in sterile additive manufacturing, where one lamella is built on top of another until the object is complete. The major chamber is large enough to hold the manufactured object. It has sterile sidewalls with pleated sidewalls, and a sterile lid that closes with flap valves. Similar valves are found in the minor chamber above the major chamber. The valves block air and particles from entering the major chamber. This is where material deposition nozzles are located. They make layer-by-layer deposition using XY areawise motion relative to the object, as well as Z vertical motion with the major room expanding as the object forms.
![]()
Background for Sterile environment to enable additive manufacturing
Due to the increasing popularity of additive manufacturing and technological advances in the field, it is crucial to create a sterile and disposable chamber for 3D printing. Individuals, doctors, and manufacturing professionals will increasingly use 3D printing systems. This means that they will need to be able to print many types of materials in a sterile chamber that can be quickly and easily exchangeable to enable printing of different materials. The New York Times Jan. 27, 2015 article titled “The Operation Before and After the Operation?”, p. D6, discusses the need for anatomical models to aid in medicine and the possibility of using 3D printed models.
Adoptive manufacturing has been a necessity since the inception of anatomical models as well as actual body parts. This was many years ago. In an article entitled “Rapid prototyping techniques to anatomical modeling and medicine?”, the state of this field was reviewed several years ago. by M. McGurk et al. Ann. R. Coll. Surg. Engl. Engl. The liquid was sprayed onto a layer precursor powder using an ink jet printer. This created a thin slice. Each successive slice was printed until the object reached a ‘green-state. It was then sintered in a furnace. The resultant object was then treated to create a part with full density.
3D printing large objects has become easier thanks to the software that allows for computer-controlled robotic XY motion systems in the semiconductor and optics industry. SolidWorks, AutoCad 360 and similar programs make layering 3D objects easy and cost-effective.
For 3D printing larger objects, the print nozzles must be directed in the XY plane. This can be done by either placing the object on an XY table, where motion is provided below nozzles, or by mounting rails above nozzles to allow for XY motion directed above nozzles. U.S. Pat. demonstrates an XY table that allows motion below the nozzles. No. 5,760,500 to T. Kondo et al. linear actuators and stepper motors provide independent motion for a table above the X-Y plane. U.S. Patent. Describes highly accurate stepper motors that can be used for this purpose. No. 7,518,270 to R. Badgerow & T. Lin. U.S. Pat. describes a 3-D printer with overhead control for nozzles. No. 5,740,051 to R. Sanders et al.
In both motion situations, the nozzles move in X-Y relative to the object printed and also move up and down in the Z plane. They start at a lower level and work their way upwards. The first layer, or lamella, is printed at a low elevation. Next, the next layer is printed. Two nozzles may be used. One nozzle is used to extrude or spray a manufacturing material such as polymers, while the second sprays a support fluid. This support fluid can be viscous or soft. A support fluid could be an ultra violet light-cured resin, which can be ink jet sprayed. The faster drying support fluid can be dissolved when the manufacturing material has hardened. U.S. Patents describe the use of accordion or chamber pleated sleeves in glovebox environments. No. No.
Additive manufacturing by 3D printing is being considered by many industry professionals and researchers as the future of custom-made manufacturing, for everything from organs to food items. The flexibility of additive manufacturing allows for the production of many items at a much lower cost and speed than other manufacturing methods. Particularly, additive manufacturing technology using 3D printing techniques to produce patient-specific and possibly patient-derived tissue, bone using tissue and stem cell. The invention sought to create a sterile environment that can be used for the manufacture of biological objects. It also validated the effectiveness of post-manufacturing sterilization.
The above object was made using a disposable, sterile environment additive production chamber. It includes a rigid bottomplate with suction or self adhesive bottom that can be adhered to the base of the 3D printer. The manufacturing process provides relative motion of the printheads in relation to the baseplate, with no dimensional variations. Flexible, accordion-type sides are used to create a sterile environment. The major chamber is sealed on the inside with sterile seals. Sidewall construction is similar to a pleated Chinese lantern. Some of the sidewalls are made of tough filter paper such as Tyvek. The rest can optionally be opaque or transparent Mylar, nylon, or any other combination of plastics or papers. Tyvek, a trademarked trademark of DuPont Company, is for non-directional, un-woven, high-density polyethylene (or olefin) fibers with a diameter of between 0.5 and 10 micrometers. They are bonded together using heat and pressure, without the use of binders. The baseplate holds the major chamber structure. It can be stretched in the coordinates x,y,z as the printing heads move during printing. To close the chamber, a flexible and stretchable lid is attached to the sides.
The lid of the major chamber can be removed from the minor chamber. The minor chamber supports the printheads. The minor chamber contains a printhead support piece and is not required to be larger than necessary. Each chamber has a set of spatially separated flap valves, which can be opened at the central print nozzle entrance. Each flap valve can be opened individually when the nozzles enter an opening. This prevents air or particles from entering the main chamber where 3D printing will take place. It is similar to double doors that block wind entry into a building or airlocks on ships. The lid is equipped with 3 or more removable attachment tabs to join the minor and major chambers. Sidewall guide straps are used to prevent the lid and sidewall of major chamber from touching or dragging on the object being made. There is also a central port to attach the manufacturing head. The disposable and quick-detachable manufacturing head subassemblies, as well as nozzles, attach to the non-disposable 3D printer’s manufacturing heads. These heads can include an extrusionhead, nozzle, feeders or a spray/sprayjet and nozzle that may come in contact with the material being printed. After each use, these parts should be disposed of.
A pair of chambers provide a safe environment for the 3D printing lamellas. The first major chamber contains a sealed interior for droplet nozzles. A second chamber is located atop the main chamber and allows for another sealed entrance. This prevents air and particles from entering the major chamber. The nozzles create layers of structures using computer control via software models. While the major chamber allows independent X-Y and Z motions of the nozzles, Examples include chambers that print tissue, live or dead; tissue substrates like collagen fibers, proteoglycan and elastin fibers; biological organs or models of them within a disposable, sterile chamber. Alternative additive manufacturing head types include plasma deposition, fused-deposition modeling (FOM), electron beam freeform fabrication (OMLS), direct metal laser sintering(OMLS), electron melting (SLM), select heat sintering/SHS), laminated object manufacturing (LOM), stereolithography, SLA, digital light processing, multi-jet modeling, etc. Combinations of material supply heads can be used to combine extruded and sputtered/sprayed materials within one chamber.
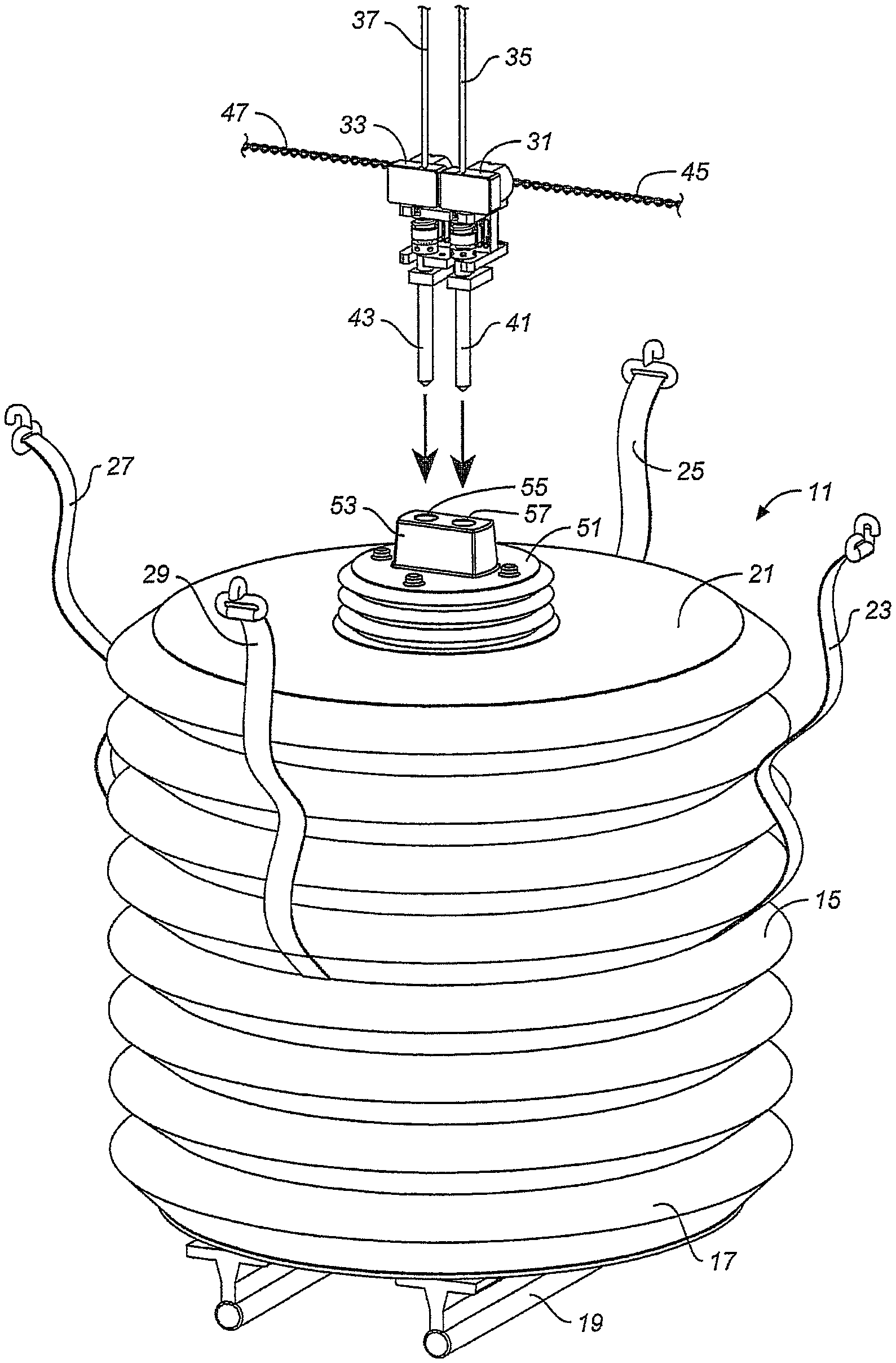
Refer to FIG. 1. A sterile manufacturing environment 11 can be used for additive manufacturing. The principal component is the major chamber 15, which is attached at its bottom to the worktable 17 and fixedly attached by rails 19. The major chamber 15 is sterile and has a top-close 21. Chamber 15 can hold a three-dimensional object, such as a skull model, but it is small enough to fit in a 3D printer printing box. Before any other methods can be used, the inside of chamber 15 has been sterilized. The chamber 15’s exterior is open to the environment, and therefore is not sterilized. Side straps 23, 25 and 27 provide lateral motion X-Y guiding motions to chamber 15. These motions can be used to track the XY movement of printheads 33 and 33. You should note that either one or both printheads can extrude material. Extrusion of material through a nozzle will be considered printing for the purposes of this patent application. The nozzles 41 and 43 are associated with the printheads 33 and 33. They move in the Z direction as shown by the arrows Z. This is under control of a robot arm that is not shown. Nozzles 41, 43, and 53 move through a fixture 53 for nozzle support, especially nozzle holders 53-57 in the minor chamber 51 at the top of the major chamber 15. The major chamber 15 is much smaller than the minor chamber 51. The major chamber must have the ability to filter air through sidewalls.
The worktable 17 is fixedly mounted to an XY-table in the base of manufacturing equipment. This orientation is most applicable to the item being Printed. It is crucial that the baseplate not be subject to independent X,Y movement, except for the XY tables on which it rests, and independent deflection in Z orientation, other than the Z motion in a robotic arm, during the printing process in order to preserve the item’s dimensional integrity. The overhead rails move the printheads, and there is no need for an XY table.
The flexible, accordion-style pleated sides in major chamber 15 look like a Chinese lantern. The rails attached to the work table 17 are part of an “XY” table. This table provides relative XY motion for 3D printing. The major chamber’s sidewalls are held in place by clips or elastic straps (23, 25, 27, 29 and 29) that coordinate with the XY tables. This prevents the sides of the chamber 15 from contacting printed objects during manufacturing. A panel or part of the top or side would be made of accordion pleated Tyvek, or another breathable sterile barrier to facilitate volume changes. To allow for sufficient airflow, the entire sidewall structure of an accordion-style design could be made from Tyvek or another material. To facilitate inspection of the product being made during manufacturing, portions of the sidewall structure can be made of nylon or Mylar. A pealable section could be added to the sidewall structure to make it easier to access the printed item after the sterile barrier has been removed.
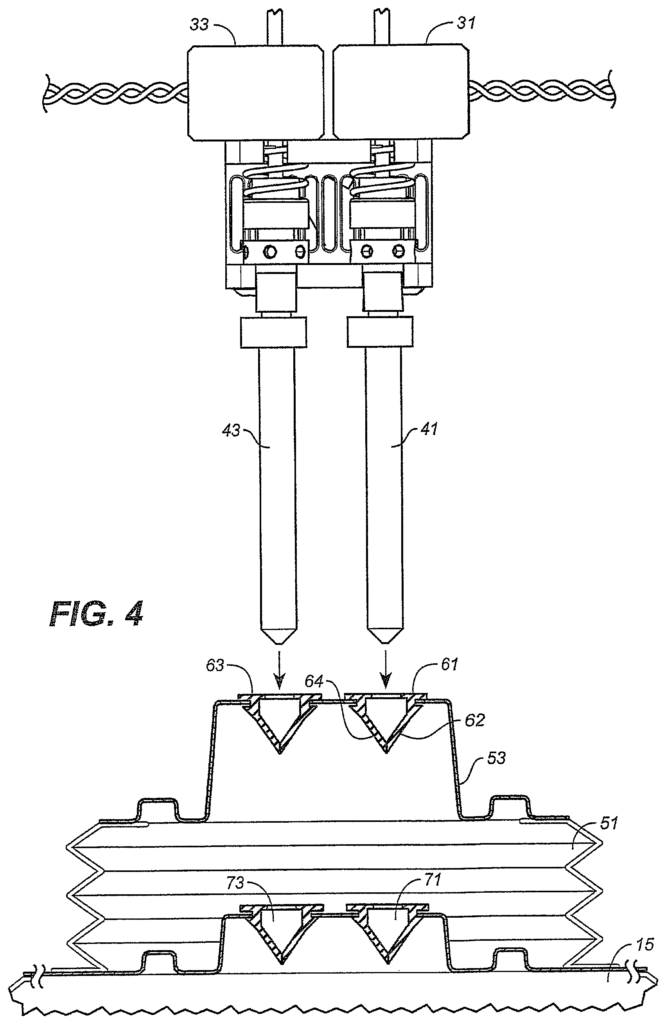
Additionally, disposable and quick-detachable printheads (or disposable material extrusion head), are also available, as described in FIG. 8 are both known as “printheads?” Supply lines 35 and 37 supply 41 and 43, respectively. The supply can be liquid to be extruded into a printer or ink-like material that will be used to support the structure. The usual signals and power are provided by the electronic control lines 45-47. The printheads are sealed and joined to the top 51 of the minor chamber 51. This allows for sealable entry of nozzles in the major chamber 15. It is also aligned with the position that permits sealable entry of minor chamber 51 nozzles.
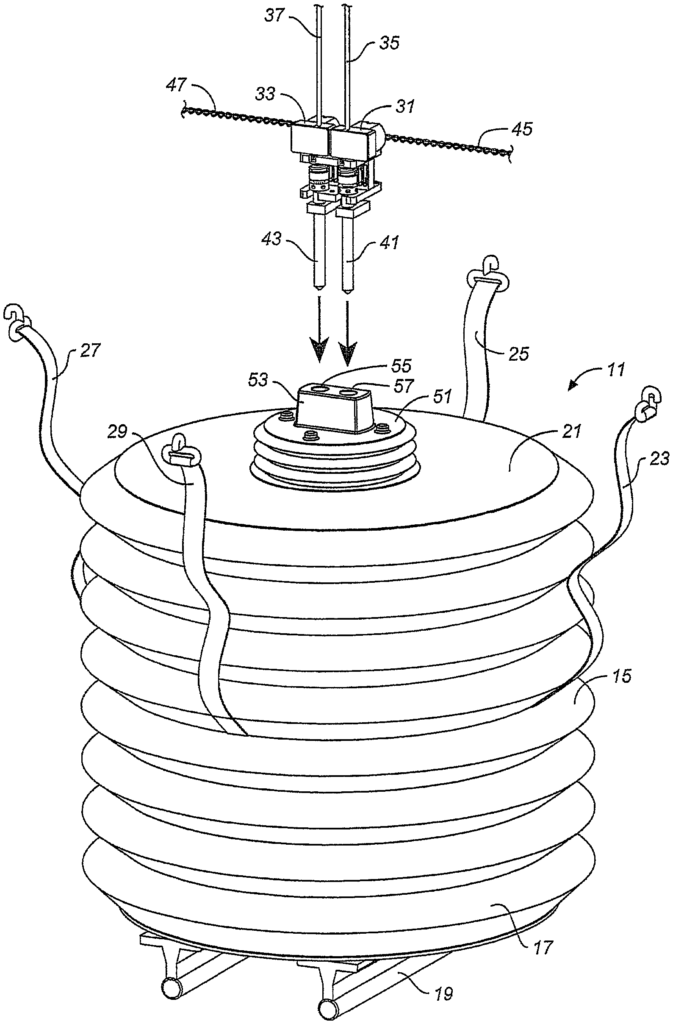
With reference to FIG. 2. The printheads 31-33 are shown to be connected with the nozzle support 53 in minor Chamber 51. The nozzles have been passed through the minor chamber 51 before entering the major chamber 15. The nozzle support engages the printheads 31 & 33 in an airtight fashion, such as by using a gasket.
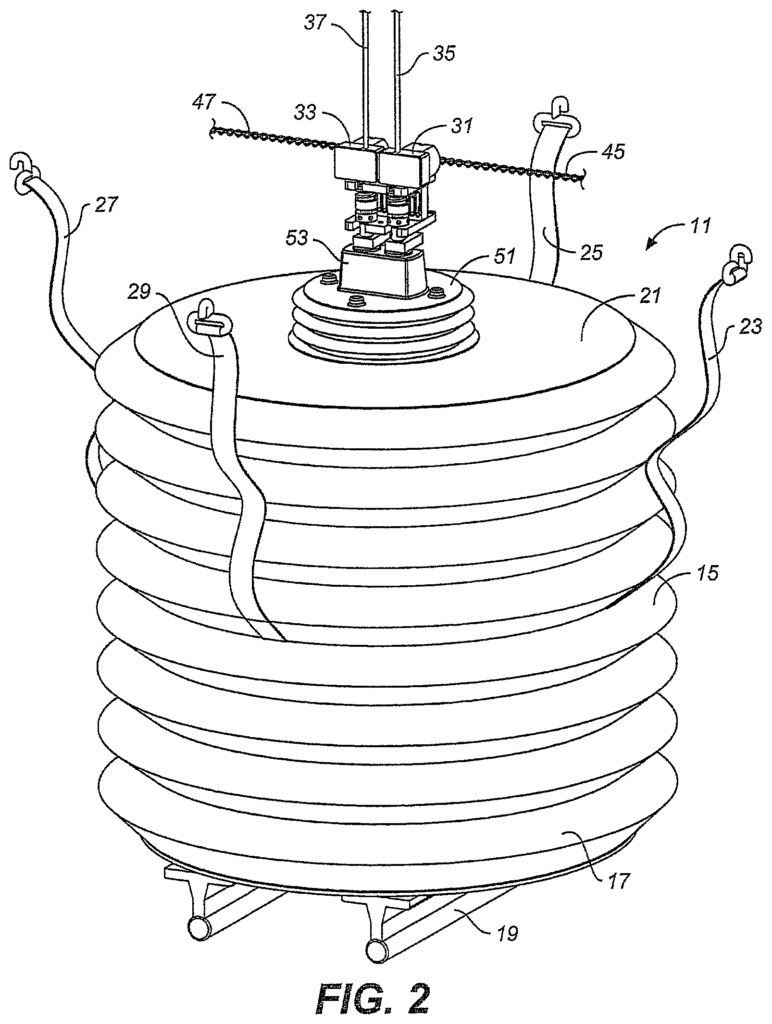
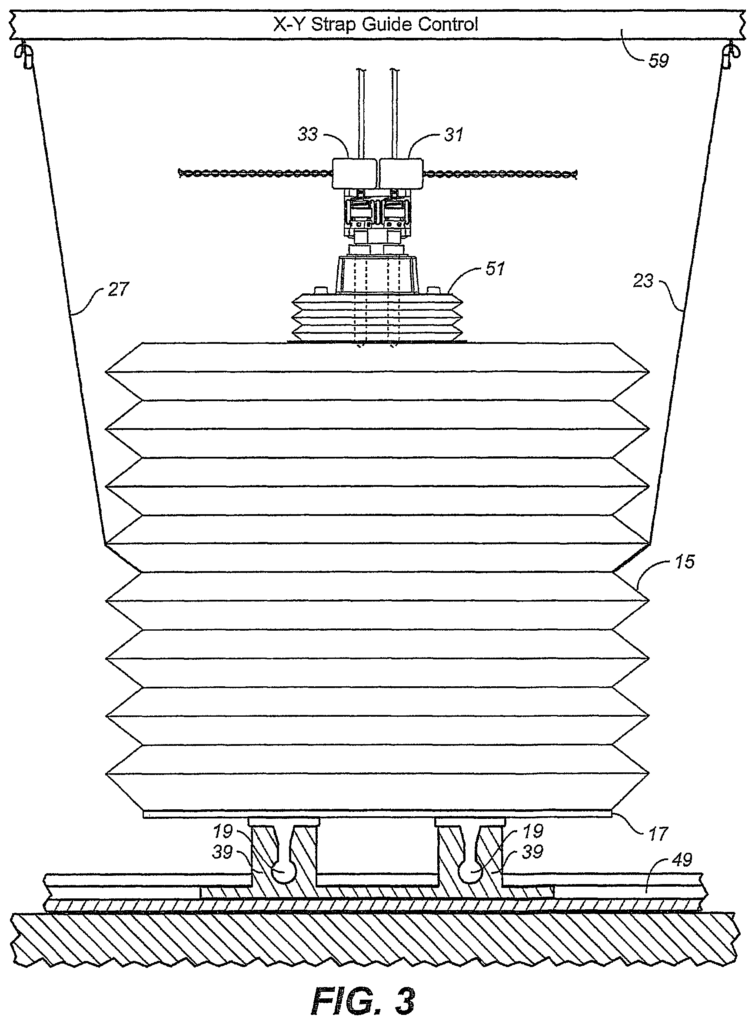
In FIG. FIG. 3 shows the XY motion of the work table 17. It is provided by rails 19, which slide in X rail support 39. They are driven by a linear actuator or stepper motor. The X rail support 39 is moved in a Yrail support 49 in a way that is typical for XY table. An XY table above the nozzles is not required to provide relative XY motion. However, the work table can be fixed to a permanent surface so that the table can be used as a reference. The XY motion of the table is coordinated with the control guide 59 for XY straps 23-25, 27 and 29 that pull on the side straps 23-25, 27, and 29 to keep the sidewalls of major chambers out of the way printheads moving in the Z directions.
The sequential valving at the entry ports for the nozzles that are moving into the main chamber is a key feature of the invention. Referring to FIG. FIG. 4 shows a first set 61-63 of flap valves that are associated with the 53rd chamber 51 nozzle support. This corresponds to the expected positions of the nozzles 41, 43 and 33 of respective printheads 31 or 33. Flap valve 61 features side pivoting, flexing flaps 64 and 62 that open from the center and are made of elastomeric material such as rubber. A downwardly extended nozzle can easily open a flexible flap. The flap material adheres to the side of the nozzle due to its elastomeric properties, maintaining a partial sealing by friction contact with it. This partial seal prevents air and particle entry beyond the flap valve. A second set of valves, 71 and 73, is attached to the top of the major chamber 15. This allows air and particles to enter the major chamber 15, as the valves descend into the major. FIG. FIG. 5. The nozzles 41, 43 and 44 are shown to have entered the flap valves 61-63, respectively. Flaps 64 and 62 adhere to the sidewalls of the sliding friction contact nozzles. The nozzles can be seen approaching the second sealable port created by flap valves 711 and 73. FIG. FIG. 6. The nozzles 41, 43 and 45 are shown to have entered both sets of flap vales including the first set 61-63 which form a second sealable entry port, and the second set 72-173 which form a first sealable entry portal for the major chamber 15. Although two nozzles have been shown, it is possible to use fewer or even more.
With reference to FIG. 7 The nozzles 41, 43 can be seen fully entering through the first and second sealable entry ports. They then extend through the nozzle support 53 into minor chamber 51 and major chamber 15. As shown in FIG. 5, the minor chamber’s entry port is always open. 5. To allow nozzle entry, close the main chamber’s entry port. As the nozzles enter the chamber, the minor chamber’s entry port closes. The flap valve slides against the entrants nozzles. The nozzles then push open the main valve entry port, which is temporarily open until the flaps of both the major and minor valves close by sliding towards the entrants nozzles. Both nozzles cannot simultaneously pass through both sets of flap valves as entry is sequential.
Printing using the nozzles can be controlled by a computer (not shown) that has software that guides the formation of biological and other lamellas layer-by-layer. Materials are supplied via supply lines 35-37. For faster curing the lamellas, ultraviolet or infrared lamps (not shown) may be applied to the underside. The material dispersed by the nozzles could be material for the desired object, or one of them may have structural support material. Software shows the relative XY,Y and Z motions of the nozzles starting at the coordinates 0, 0, 0. Each XY layer printed or otherwise formed is accompanied by Z motion. Straps 23 and 27 are then appropriately pulled by strap control 59, which coordinates with the XY Table to keep the sides of the major chamber clear of the nozzles 41 through 43. Sidewalls in the major chamber filter air through the straps, allowing for equal pressure within the chamber. The chamber material is chosen for its desired quality of filtration. Tyvek material is able to remove most particles while still allowing air infiltration.
With reference FIG. 8 The major chamber 15 has the top closure 21 with tabs 76-77 and 78 which allow for removable joining of the minor chamber 51 to major chamber 15. The minor chamber 51 contains the nozzle support 53, which includes nozzle holders 55-57 that provide mechanical support for nozzles 41 through 43. Nozzle 43 is connected with printhead 81. Nozzle 41 connects to heat sink 89 which dissipates heat from extrusion tube 85. The extrusion tube 85 contains an inner filament 87 that is wrapped around the tube 85. This filament heats the material and allows it to be extruded using the extrusion printer 83. The extrusion material tubes 85 are fed from the sterile material supply box 82. The material tube 85 is fed with filament 87 from a sterile supply 84. The sterile material as well as the sterile filament are joined together at a union of 86 which is Y-shaped. Alternately, the material tube 85 can be made with an internal filament. The tube extends from the sterile material source bin to the extrusion printerhead. The union 86 is covered by an insulative sleeve that surrounds the material tube 85. The union supports the outside edge of the sleeve, while the tube feeds directly into it. Extrusion printer 83 has a motor-driven gear 93 which presses against the extrusion tube 85. This, in turn bears against fixed roller 91. Gear 93 heats extruded material and forces it into the nozzle 41. Heat sink 89 reduces heat through convection to the air. Printhead 81 is an inkjet printhead. FIG. FIG. 8 shows two printheads that dispense ink and a biological extruder material side-by-side.
The filament is a resistive heating element such as a Nichrome wire. It has a thin insulation coating that prevents adjacent turns from shortening when it is coiled. The sterile filament supply only contains a few turns. This is to ensure that the supply reel 84 is not energized with a DC voltage from the power supply 94. The filament wraps around 85 of the material tube to allow sterile material from material supply bin (82) to flow. To complete the heating circuit, the distal end contacts well 95. This ground contact 96 is found at the ground of the filament.
The material tube 85, the surrounding sleeves, as well the extrusion printer 83, but no connected gear driving motor, not shown, heat sink 89 with material well, and 41 are all disposable. The material contacting parts must be disposed of to preserve the compositional integrity and form new objects.
Click here to view the patent on Google Patents.
Leave a Reply