Invented by Robert Swartz, Buckley Crist, Eugene Gore, Joseph M. Jacobson, Impossible Objects Inc
The market for methods, apparatus, and methods for three-dimensional printed composites made from flattened substrate sheets is rapidly growing. This market includes a wide range of players, from large corporations to small startups. The demand for these products is driven by the need for lightweight, high-strength materials in industries such as aerospace, automotive, and construction.
One of the key advantages of 3D printed composites made from flattened substrate sheets is their ability to be customized to meet specific requirements. This customization can be achieved by varying the thickness and orientation of the substrate sheets, as well as the type of material used. This flexibility has made these composites popular in industries where performance and efficiency are critical.
The market for methods, apparatus, and methods for three-dimensional printed composites made from flattened substrate sheets is expected to grow significantly in the coming years. According to a report by MarketsandMarkets, the global 3D printing composites market is projected to reach $1.97 billion by 2025, growing at a CAGR of 25.5% from 2020 to 2025.
The growth of this market is driven by several factors, including the increasing demand for lightweight, high-strength materials in various industries, the development of new and advanced 3D printing technologies, and the growing adoption of 3D printing in manufacturing processes.
In conclusion, the market for methods, apparatus, and methods for three-dimensional printed composites made from flattened substrate sheets is a rapidly growing market with significant potential. The demand for these products is driven by the need for lightweight, high-strength materials in various industries, and the ability to customize these composites to meet specific requirements. As 3D printing technology continues to advance, we can expect to see even more innovative applications of these composites in the future.
The Impossible Objects Inc invention works as follows
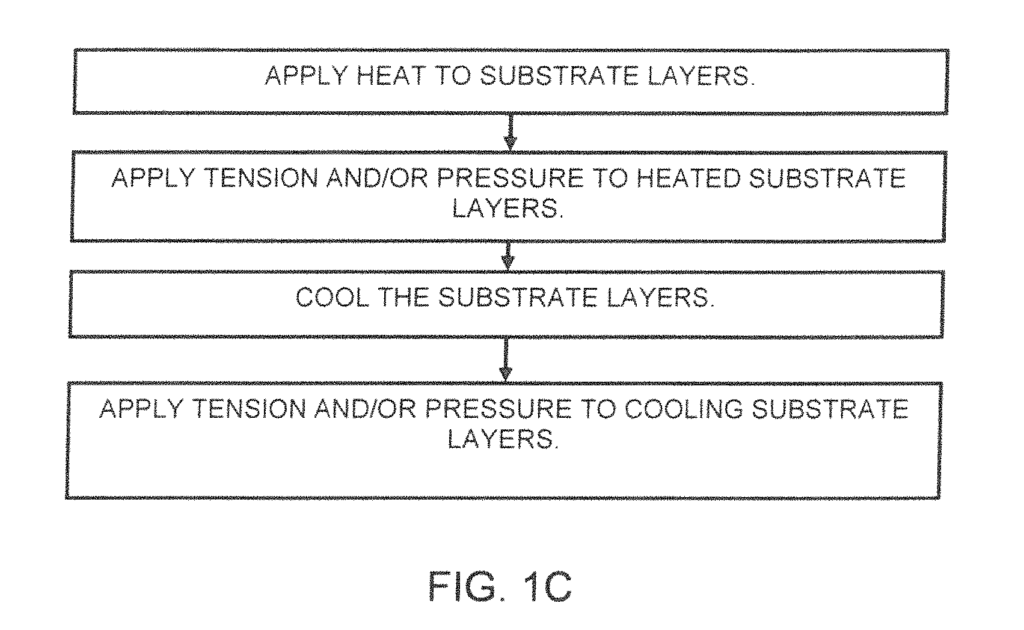
The invention describes a 3D object that is made up of substrate layers and infiltrated with a hardened material. You can make a 3D object by following these steps: Flatten a substrate. Place powder on all or a portion of the substrate layer. For the remaining substrate layers, repeat this process. Stack the substrate layers. The powder can be transformed into a substance which flows and then hardens into the hardened materials. The hardened material will solidify in a pattern that infiltrates positive areas in the substrate layers, but does not infiltrate the negative regions. Preferably, the substrate is carbon fibre and any excess substrate is removed using abrasion. Flattening a substrate is a process of reducing planar inconsistencies and imperfections. It involves applying heat to each layer, cooling them, and applying tension or pressure to the heated/cooled substrate layers.
Background for Methods, apparatus and methods for three-dimensional printed composites made from flattened substrate sheets
Three-dimensional printing is largely a problem of materials. The limitations of current methods include a limited material palette and slow build speeds.
In exemplary embodiments, the invention includes methods and apparatus for fabricating 3D objects. The object is at least partially made of a layered composite materials. The composite material could include carbon fiber substrate layers that are joined by hardened thermoplastics or thermosets.
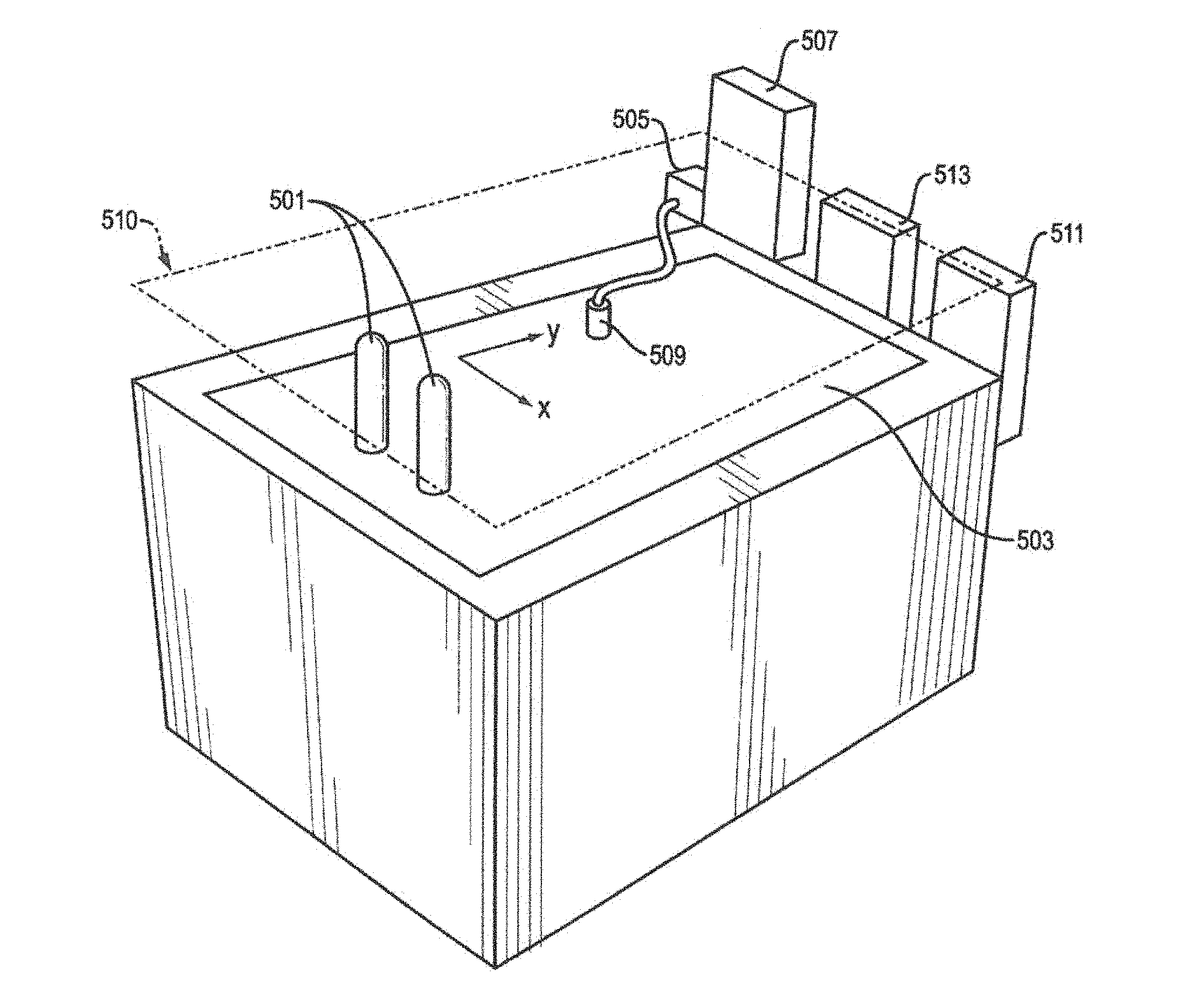
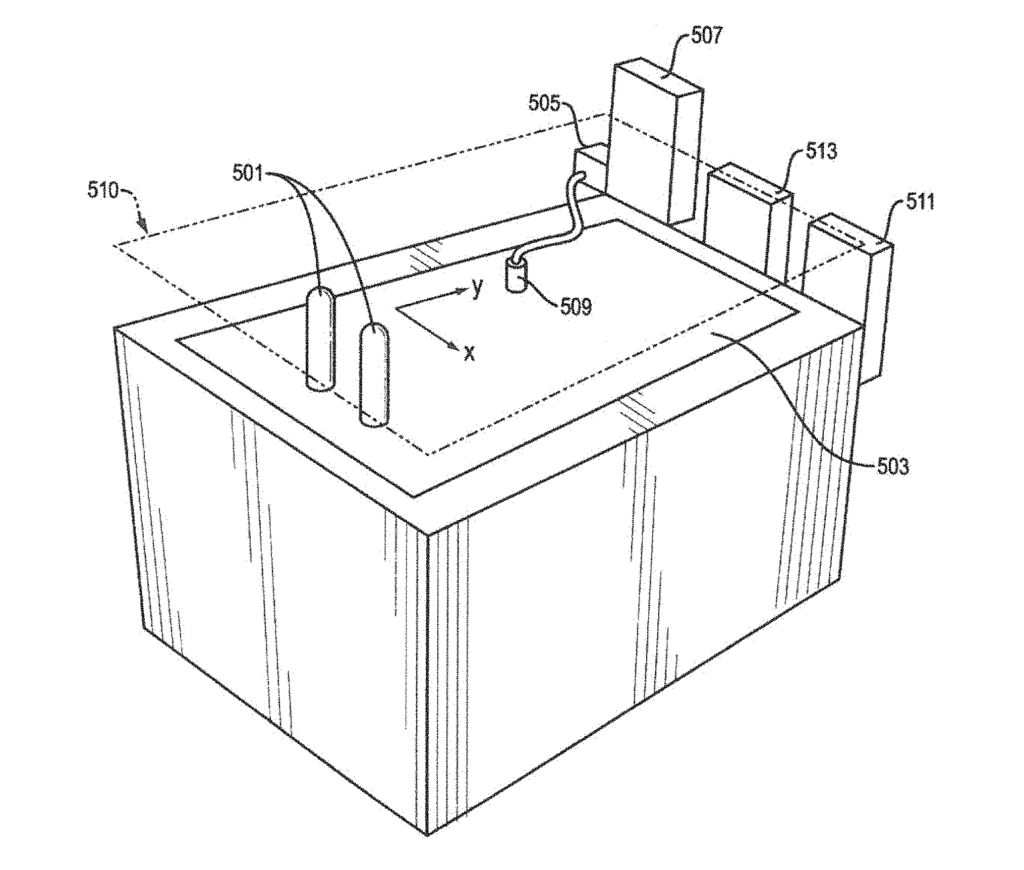
Exemplary implementations of the invention include: A 3D object is created layer by layer. Thermoplastic powder or thermosettable plastic powder is selectively deposited on a substrate layer, followed by a second substrate layer and a third. And so on.
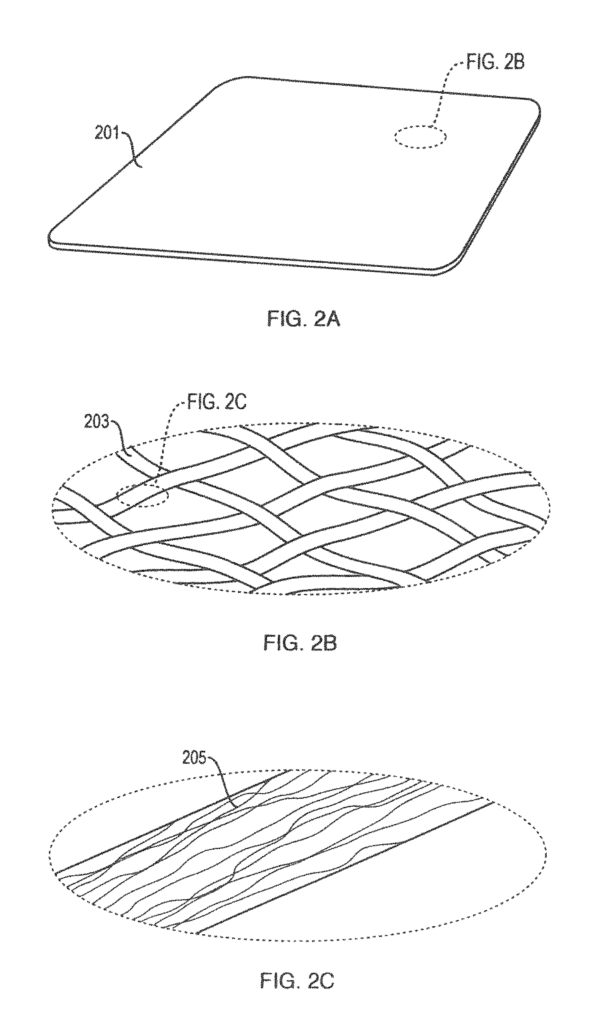
The powder can contain polyethylene, while the substrate layers could include woven or unwoven sheets of polylactic acids (PLA). The powder and substrate can be made from a variety materials. They do not need to be woven or fibrous. Preferably, the substrate is made of carbon fiber or similar materials. This will be obvious to those skilled in the art. One implementation may have the substrate flattened or pre-processed in order to remove any waviness and/or crimping. Planar imperfections and inconsistencies may be found in the substrate sheets or layers. This implementation allows for the flattening to be performed either before or concurrently with the powder deposition.
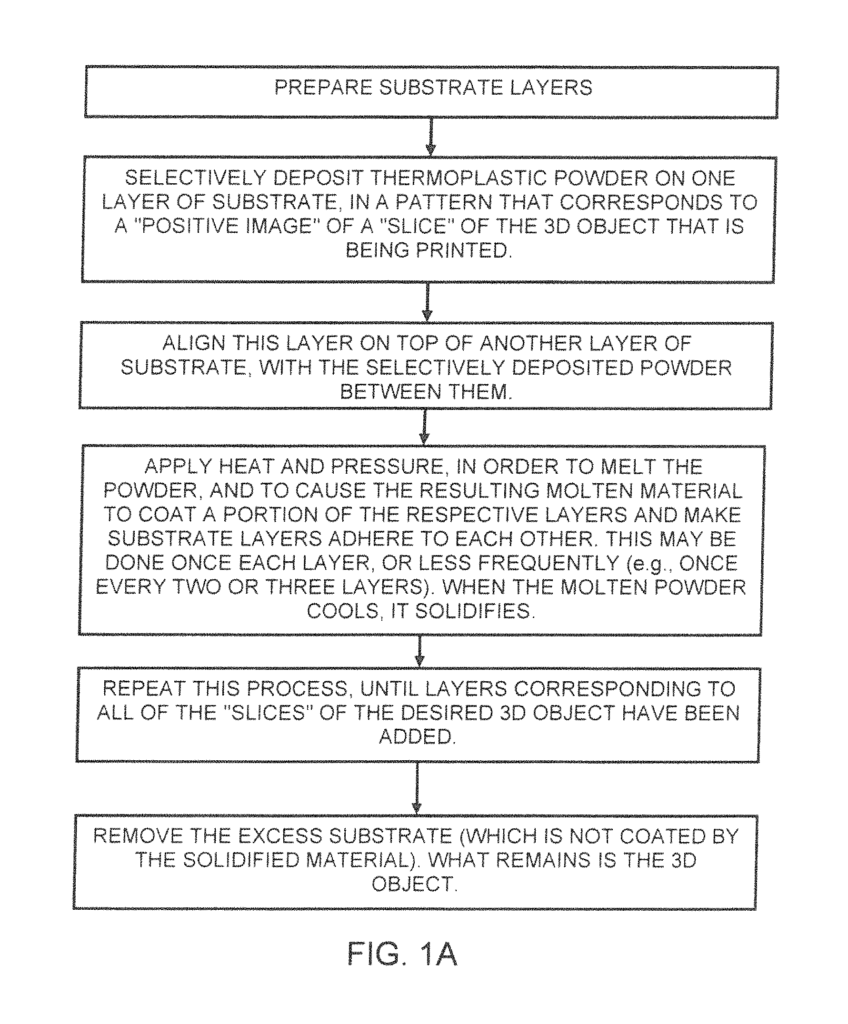
In some embodiments of the invention, the thermoplastic powder can be selectively applied to certain regions of each carbon fibre substrate layer to create the 3D object. The powder is then melted. The molten material is then infiltrated or coated at least some of the layers. It cools and hardens. The hardened material joins or fuses the substrate layers.
A computer processor controls the selective dilution of the powder based on a 3D model. The CAD model is broken down into thin sections, or?slices’. The powder is only deposited in certain areas on each substrate layer. Each substrate layer has a different pattern for powder deposit. This corresponds to one slice’s positive image. This means that for each slice of the 3D objects: (a) powder will be deposited at positions that correspond with the positions where the 3D objects exist, and (b), powder will not be deposited at positions that do not correspond to the positions where the 3D objects do not exist.
In other embodiments of the invention, thermoplastic powder can be deposited on substrate layers in an unselective way (flooded). The flooded powder is then selectively melted (e.g. melted in certain but not all areas).
The substrate layers must be aligned and then placed on top of each other to build the 3D object layer-by-layer.
Heat is applied to the powder or heat and pressure are applied to the substrate. This causes the substrate to melt, but not the powder. The substrate is then coated with the molten material. The molten substance cools and then solidifies. The solidified material holds the substrate layers together. The solidified material can bridge different layers of substrate. This solidified material covers a portion of each substrate layer. Some implementations apply heat and pressure once per layer. Other implementations apply them less often (e.g. once every two layers or less often).
In the exemplary implementations, a portion of each substrate layer has been coated or infiltrated by the hardened thermoplastic plastic. Another part (the “excess area”) has not. Each substrate layer has been completely infiltrated and coated with the hardened material. Each layer’s excess area (not infiltrated or coated by the hardened material) is then removed. The hardened thermoplastic is then removed.
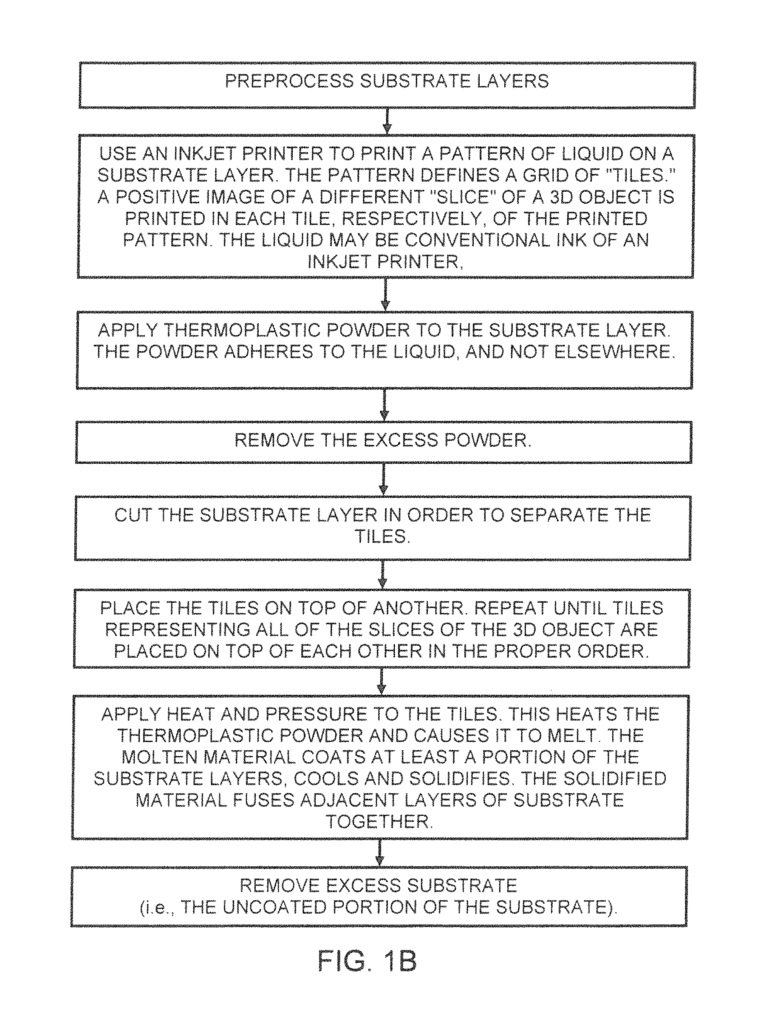
Excess substrate must be removed at least once during the process, e.g., near the end. Excess substrate refers to the portion of each substrate that isn’t covered by solidified material. The excess substrate may be removed by any non-mechanical method, such as chemical degradation or dissolution, in exemplary implementations. The excess substrate can be removed, for example, through dissolution or polymer degrading. The substrate material will determine the type of solvent or degrading agent that is used. If the substrate is made of PLA fabric, potassium hydroxide in Methanol can be used to dissolve any excess substrate layers. Water may also be used to dissolve excess substrate if it is made of polyvinyl alcohol fabric (PVOH).
The excess area can also be removed mechanically, including abrasion and abrasive blasting. In a prototype embodiment of the invention, for example, the excess area is removed using glass bead blasting. The term “abrasion” is used herein. includes abrasive blasting.
For the purpose of eliminating excess area, an array of abrasive blasting methods and materials can be used in exemplary implementations. The abrasive material for abrasive blasting could include garnet, glass beads and glass grit. The abrasive medium can also be propelled by either a pressurized fluid, such as water or air, or by a moving object, such as a rotating wheel.
The abrasion techniques and apparatus for removing excess area are not limited to abrasiveblasting. This invention may also be implemented in other ways, such as bristle blasting and rotary brushes.
The excess area may be removed using other methods than abrasion in exemplary embodiments of the invention. This can be done with drill bits, saws and burrs, as well as scrapers, dental tools, such as periodontal scalers and periodontal curettes, thread and abrasive yarn.
The desired 3D object can be defined as the portion of the powder that has been selectively deposited, melted (i.e. the portion that is coated with the solidified material after the melted powder cools down and solidifies).
Alternatively, in some instances, no powder is used. A liquid, such as a liquid thermoplastic, or liquid thermosetting, may be used to selectively deposit on the substrate layer. Carbon fiber may be used as a substrate layer. The liquid could contain, for instance, an epoxy resin, UV-curable resin or acrylic resin. The liquid can infiltrate, coat, or even cover the substrate layers. After hardening or curing, it may fuse layers of substrate. As described above, the excess substrate layer may be removed. This allows you to build a composite material layer by layer. The composite material could include carbon fiber, for example.
The entire process or parts of it may be computer controlled and automated. One or more of the following processes can be automated and controlled computer-controlled: selective deposition, removal of excess powder and feeding of substrate sheets, heating, pressing and removal of excess substrate.
The composite material that is used to print 3D objects is the solidified plastic combined with the substrate it coats.
This invention offers many advantages over the existing technology. It can be used with many materials, including powder, substrate, solvent, or degrading agents. It can also produce composite materials and print 3D objects that have high-quality material properties such as low weight and strength. It can also fabricate objects in a very fast pace with some implementations. Fourth, it can produce larger objects than the current technology. The parts can be colored and decorated.
In particular, exemplary implementations of the invention can use carbon fibre (together with other material) to fabricate composite pieces that are strong and light. They also have better performance than many metals in many aspects. Composite materials are more durable than homogenous materials because they have better material properties. The process can be used with conventional thermal inkjet heads. It is also much cheaper than other 3D printing methods.
Click here to view the patent on Google Patents.
Leave a Reply