Invented by Zahid Mozaffar, Salah H. Ahmed, Vinit Saxena, Quirinus Ronnie Miranda, SEPRAGEN CORPORATIOON, Sepragen Corp
Sequential separation of whey involves several steps, each of which produces a different product. The first step is microfiltration, which separates the larger protein molecules from the smaller ones. This produces a protein concentrate that is high in whey protein but still contains some fat and lactose. The next step is ultrafiltration, which removes the remaining fat and lactose to produce a more pure protein concentrate. This concentrate can be further processed to produce whey protein isolate, which is almost pure protein and contains very little fat or lactose.
The market for sequential separation of whey is driven by several factors. Firstly, there is a growing demand for high-quality protein supplements among athletes and fitness enthusiasts. Whey protein is one of the most popular types of protein supplements, and sequential separation allows manufacturers to produce whey protein isolate, which is even more pure and has a higher protein content than other forms of whey protein. This makes it an attractive option for consumers who want to maximize their protein intake without consuming excess calories or fat.
Another factor driving the market for sequential separation of whey is the increasing demand for functional foods. Functional foods are foods that have health benefits beyond their basic nutritional value. Whey protein is known to have several health benefits, including promoting muscle growth and repair, reducing inflammation, and improving immune function. By producing whey protein isolate, manufacturers can create functional foods that are high in protein and have additional health benefits.
The market for sequential separation of whey is also driven by the increasing demand for natural and organic products. Whey protein isolate is a natural product that is free from artificial additives and preservatives. This makes it an attractive option for consumers who are looking for natural and organic products that are free from synthetic chemicals.
In conclusion, the market for sequential separation of whey is growing steadily, driven by the increasing demand for high-quality protein supplements, functional foods, and natural and organic products. Sequential separation allows manufacturers to produce whey protein isolate, which is a highly pure form of whey protein that has several health benefits. As the demand for these products continues to grow, we can expect to see further innovation and development in the sequential separation of whey market.
The SEPRAGEN CORPORATIOON, Sepragen Corp invention works as follows
The present invention relates to the separation of milk proteins, and in particular the sequential separation of whey protein into different fractions by chromatography. The present invention also provides compositions and methods for the sequential separation of Whey Proteins, as well their use in different products. The present invention also includes methods and compositions to clean chromatography resins that are used in the separation whey proteins.
Background for Sequential Separation of Whey
The dairy industry is a major source for income for many people around the globe, and dairy products are a significant source nutrition for the majority of world’s non-human and human animal populations in the form milk, cheese, and yogurt. The U.S. egg and dairy industry contributed $717,000,000 to U.S. trade in 1994. These same commodities were imported at $583,000,000 (R. Famighetti, ed. ), World Almanac and Book of Facts 1996 Funk & Wagnalls Mahway, N.J. [1995], p. 207).
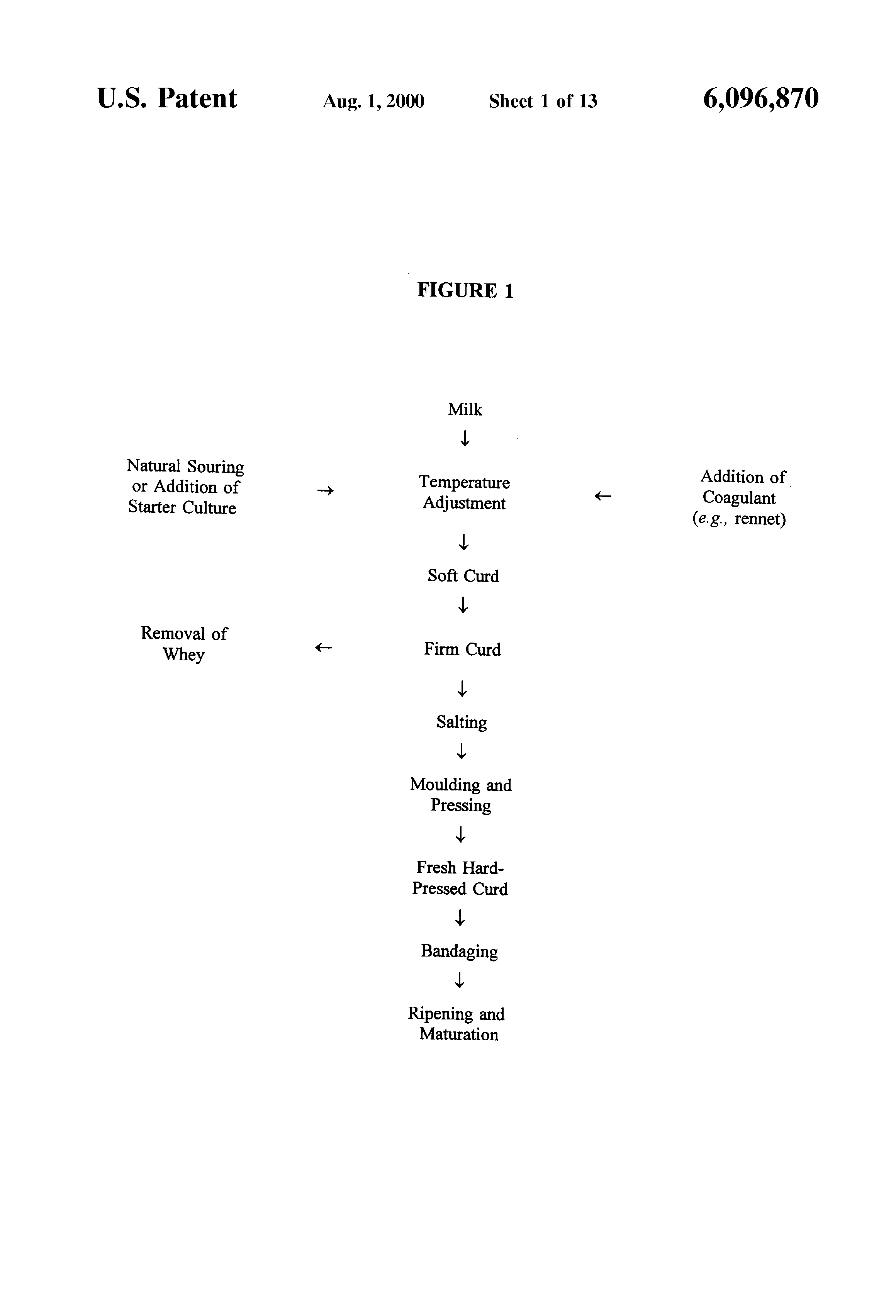
At least a part of the success of the dairy industry is due to the improved efficiency in milk production by different cattle breeds as well as the enhanced efficiency of milk processing capabilities. Cheese makers are among the beneficiaries of this improved efficiency. Cheese making is an ancient art that has been a major source of income in many parts of the country, including Wisconsin and many other locations. There are many ways to make cheese, but the basic steps are illustrated in FIG. 1.
Cheese is made from milk of different mammals such as cows, sheep, goats and reindeer. The milk compositions of different animals can lead to differences in texture and taste in cheeses. These differences can sometimes lead to animals not being able to absorb the nutrition in milk from other species. Some people are completely allergic to cow’s milk. These babies are often given goat’s milk as a replacement formula.
The main components of milk are fat, protein and lactose. Table 1 shows the percent solids and the percent solids made up of fat, protein and carbohydrates. (R. W. Kirk and S. I. Bistner in Handbook of Veterinary Procedures and Emergency Treatment. W. B. Saunders Co. Philadelphia, Pa. [1975], pp. 644-649).
There are two main types of milk proteins. The first form is known as “casein” and is found in a suspension (colloid). The second, referred to as “whey protein”, is soluble. Peptones, nonproteinaceous nitrogenous compound, and other enzymes are also found in the protein component. The casein in milk becomes acidified, or sour, when it is exposed to coagulating enzymes. This causes the formation of “curd”. The curd can then be used to make cheese. The liquid portion of soured milk is called the “whey”. FIG. 1 – Whey is a byproduct of cheesemaking. The whey used to be discarded or used as livestock feed in the past. However, whey produced by acid coagulation or high heat (e.g., when making cheddar, Swiss, or provolone cheeses), may be used to make Ricotta cheese (A. M. Pearl and al., Completely cheese: The Cheeselover?s Companion, Jonathan David Publishers, Inc., Middle Village, N.Y., [1978], pages 59-60). Other cheeses made primarily from whey include Gjetost, which is made from goat’s dairy whey and Mysost, which is made from cows’ milk whey. Sapsago, which is a Swiss cheese made from cows’ milk whey in Switzerland, is another example. In the past, whey was considered a waste product in cheese-making.
Although whey is often discarded in cheesemaking, it can still be a valuable source of nutrition. Cheese factories cannot use whey to make other products, including feed. There are disposal issues due to the high biological oxygen demand (BOD), of whey. Large quantities of whey are used to make candies and other special cheese products. Additionally, large amounts of concentrated and dry whey can be used in the preparation of feeds and food ingredients. For other purposes, whey can also be dried in the roller process and condensed. There are many whey beverages that can be made, such as wines, carbonated beverages and buttermilk substitutes. Whey can also be used to make whey butter and soups, protein hydrolysates and cheeses as well as processed cheese foods such as cheeses and spreads. ), Dairy Handbook and Dictionary J. H. Frandsen Amherst (Mass. [1958], pages 791-792; Taylor, Scientific Farm Animal Production (5th edition. Prentice Hall Englewood Cliffs (N.J.), [1995], page 93. Whey proteins can also be used as binders for extruded vegetable protein foods in their unnatured, soluble form (See Rosenthal, Milk and Dairy Products VCH, New York N.Y. [1991], p. 137).
Whey is rich in protein (e.g.?-lactoglobulin,??lactalbumin), lactose and other soluble minerals. It also contains enzymes and water-soluble vitamins. The most interest has been given to whey’s protein compounds, which can be used in many foods, feeds, or other products, as well as for their potential use. This is why separation of these compounds was studied. Below is a table listing some properties and concentrations for these compounds.
Indeed there are many commercially available methods for the separation, removal and concentration of select whey proteins. These methods include the methods in such publications as U.S. Pat. No. No. 5.077,067 discloses a method for the selective and quantitative removal of lactoglobulins in whey proteins. U.S. Patent No. No. 5.055,558, which describes a method to extract?-lactoglobulin by subunit exchangechromatography from milk or whey; U.S. Patent. No. 4,791,193, which describes a method of preparing pure lactoferrin using skim or whey milk; U.S. Patent No. 4,668,771, which describes an method for isolating and purifying bovine lactoferrin. U.S. Patent. No. 4,997.914, which describes an adsorption-chromatography method for separation and purification lactoferrin. U.S. Pat. No. 4,820.348, which was directed to a method of separating lactose and milk using chromatography; U.S. Patent No. No. 4.446,164 discloses milk-like compositions made from sweet whey bases with additives like soluble proteins, edible oils, nonfat dry milk solids, sugar, or synthetic sweeteners. U.S. Patent No. U.S. Patent 5,085,881 describes a method for separating fractions of dried milk or milk products to use as food stuffs, food or pharmaceutical adjuvants. No. U.S. Patent No. 5,093,143 discloses nutrient combinations that mimic milk, are high in energy and calcium but low in albumin or phosphorus. 4,202,909 describes a method for treating whey to make pure lactose or salt products. U.S. Patent No. No. No. 5.008,376, which describes a method for producing a whey fraction containing a high level of?-lactalbumin using ultrafiltration technology and U.S. Patent. No. No. 3,969,337 discloses a method of fractionating whey by chromatography. All of these methods come with significant drawbacks. They all destroy or dispose of the selected protein in the whey and thus waste the valuable proteins that were obtained during the separation.
Furthermore the cheese industry produces large quantities of whey. Much of this is used to make Whey Protein Concentrate (WPC). WPC is made mainly by ultrafiltration (UF), thermocalcic pretreatment (TP) and microfiltration(MF) of whey. WPC is not ideal due to its low foam formation and poor foam stability (Karleskind et. al. al. 1995). These undesirable properties are mostly eliminated in whey protein isolate, (WPI), which is made from the adsorption directly of proteins from whey onto an ion exchange beads. Commercial WPI manufacturing involves the addition of whey proteins into ion exchange beads. This is followed by washing, elution, cleaning, and regenerating the beads. WPI production and fractionation using conventional ion exchange beads is slow. (See Wit, 1995). 1995, Uchida et al. 1993, de Rahm et al. 1989).
The lack of an economically viable fractionation technology has made fractionation of different whey protein proteins difficult at commercial scale. Traditional chromatographic methods like stirred tanks or packed axial columns are too slow and inefficient to be economically viable. Because whey proteins are small in quantity, this is particularly true. To recover a certain amount of protein, you must process large quantities of solution.
Conventional ion-exchange beads also have their limitations. Large ion-exchange beads have a slower equilibrium rate due to the long time required for the proteins to diffuse into the beads. The diffusion time of smaller ion-exchange beads is shorter, but this results in a longer liquid drainage time through the bed. The slow intra-bead diffusion of large beads and slow liquid drainage rate, as well as high pressure drops in the columns (i.e., packed bed columns), limit the throughput of the ion-exchange process.
For whey protein isolation, there are several regenerated cellulose-ion exchange beads. These cellulosic exchange beads have low protein capacities and high prices. These two factors have severely hindered commercial use of these beads in whey (Ayers & Petersen 1985).
None of these methods can separate different proteins from whey in one step. Therefore, it would be beneficial to have a method that allows for continuous and sequential separations of different proteins from whey using a one- or two-step separation process. None of these methods can provide a product that is easily, economically and efficiently used as a supplement to infant formulas, fat replacements, or other commercially significant products.
WPI production is more expensive than WPC due to higher capital expenses for the ion exchange plant than the UF or MF plants (Etzel 1995). To market WPI at a lower price, either the process efficiency or throughput must be improved. There is a continuing need for efficient methods of processing whey products. This includes methods and processes that allow reutilization buffers and other constituents used during the purification process. Methods are also needed to improve the efficiency of whey processing, as well as methods that reduce the time required to get a final product.
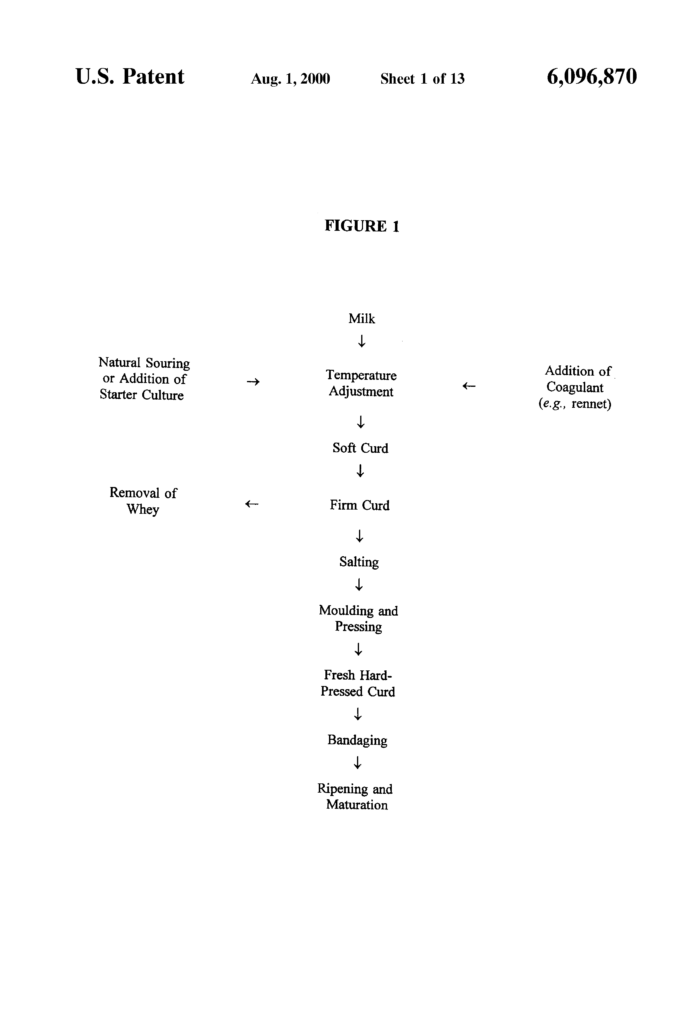
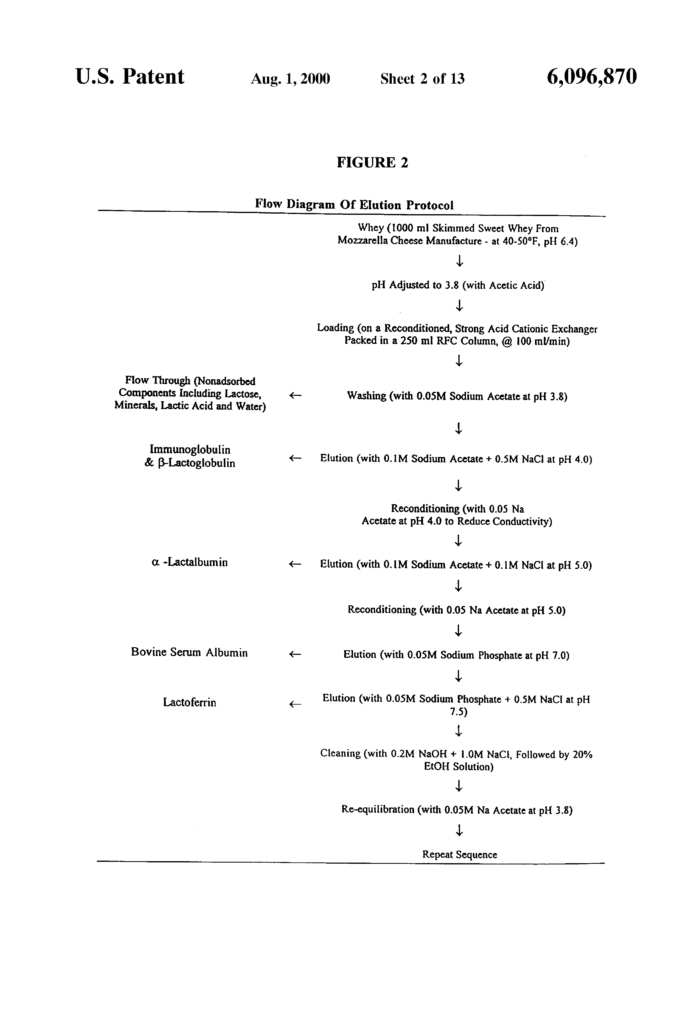
The invention addresses previously unmet art needs, briefly described below. The present invention allows for the sequential separation and incorporation of at least five different proteins from milk. The invention relates to continuous, sequential separations of whey proteins using chromatography. This involves adsorbing the proteins on liquid whey and then sequentially eluting immunoglobulins (e.g. IgG),?-lactoglobulin(?-Lg),?-lactalbumin?-La), bovine se albumin (BSA), lactoferrin [L-Fe] fractions with buffers of suitable pH and ionic strengths. Although both radial and axial flow chromatography can be used, the preferred method of this invention is horizontal flow columns. The present invention may also be used with other chromatography media.
The present invention provides methods to continuously separate whey proteins using chromatography. Some embodiments involve adsorbing liquid in whey onto a separation medium and sequentially eluting immunoglobin, lactoferrin, bovine serum albin,??lactoglobin, and??lactalbumin. Preferential embodiments include liquid whey selected from the following groups: pasteurized sweet milk, pasteurized acid-whey and non-pasteurized whey. A cationic resin is used in some preferred embodiments. Alternate embodiments allow for the sequentially eluted immuneglobin,??-lactalbumin and bovine serum albumin to be collected and concentrated using ultrafiltration. Another embodiment involves the further purification of concentrated immunoglobulin by diafiltration.
The present invention also includes methods for sequentially separating whey proteins. These include: packing chromatographic columns with a catalyst resin to create a packed column; providing a sample of whey (in certain preferred embodiments this buffer contains sodium acetate, sodium chloride and in others, buffer pH is approximately 5.0); passing the sample through the packed column under conditions that allow the whey proteins to adsorb to the packed column; and finally, eluting lactoferrin with d packed column with chromatographic buffer This invention does not require that any specific buffer composition or pH be used. The present invention is meant to include buffers that have properties that allow them to function as intended.
In some embodiments, the whey can be selected from pasteurized sweet milk, pasteurized acid buttermilk, non-pasteurized whey and whey protein concentrate. The preferred embodiments of the chromatographic column are radial flow columns.
Click here to view the patent on Google Patents.
Leave a Reply