Invented by Matanya B. Horowitz, James A. Bailey, Cognitive Robotics LLC, AMP Robotics Corp
Traditionally, waste material characterization has been a time-consuming and labor-intensive process. It involves manual sorting and analysis of waste samples to determine their composition and properties. However, this approach is prone to human error and is not scalable for large-scale waste management operations. Moreover, it often fails to capture the intricate details and variations in waste materials, leading to suboptimal recycling and disposal practices.
Optical material characterization, on the other hand, utilizes advanced imaging techniques to capture detailed information about waste materials. It involves the use of sensors, cameras, and spectroscopy to analyze the optical properties of waste samples. By measuring parameters such as reflectance, transmittance, and absorbance, optical material characterization can provide valuable insights into the composition, quality, and potential applications of waste materials.
Machine learning algorithms play a crucial role in enhancing the accuracy and efficiency of optical material characterization. These algorithms can analyze large volumes of data and identify patterns and correlations that may not be apparent to human observers. By training on a diverse dataset of waste samples, machine learning models can learn to classify and categorize different types of waste materials with high accuracy. This enables waste management companies to automate the characterization process, saving time and resources while improving the quality of recycling and disposal practices.
The market for systems and methods for optical material characterization of waste materials using machine learning is driven by several factors. Firstly, the increasing awareness and regulations regarding waste management and recycling create a demand for more sophisticated and efficient characterization techniques. Governments and environmental agencies are pushing for higher recycling rates and stricter waste disposal standards, which necessitate accurate and reliable waste material characterization.
Secondly, the advancements in imaging technologies and machine learning algorithms have made optical material characterization more accessible and cost-effective. High-resolution cameras, hyperspectral imaging, and other optical sensing technologies have become more affordable and can be integrated into waste management systems. Additionally, the availability of large datasets and the computational power required for training machine learning models have improved significantly, making it easier to develop accurate and robust algorithms for waste material characterization.
Furthermore, the potential benefits of optical material characterization using machine learning extend beyond waste management. The detailed characterization of waste materials can uncover hidden value and potential applications. For example, certain waste materials may contain valuable resources that can be recovered and reused, reducing the need for raw materials and minimizing environmental impact. Machine learning algorithms can identify these opportunities and enable waste management companies to explore new revenue streams and sustainable business models.
In conclusion, the market for systems and methods for optical material characterization of waste materials using machine learning is experiencing rapid growth. The combination of advanced imaging technologies and machine learning algorithms offers a powerful solution to automate and enhance waste material characterization. This market is driven by the increasing focus on sustainability, stricter waste management regulations, and the potential for uncovering hidden value in waste materials. As the technology continues to evolve and mature, it is expected to revolutionize the waste management industry and contribute to a more sustainable and circular economy.
The Cognitive Robotics LLC, AMP Robotics Corp invention works as follows
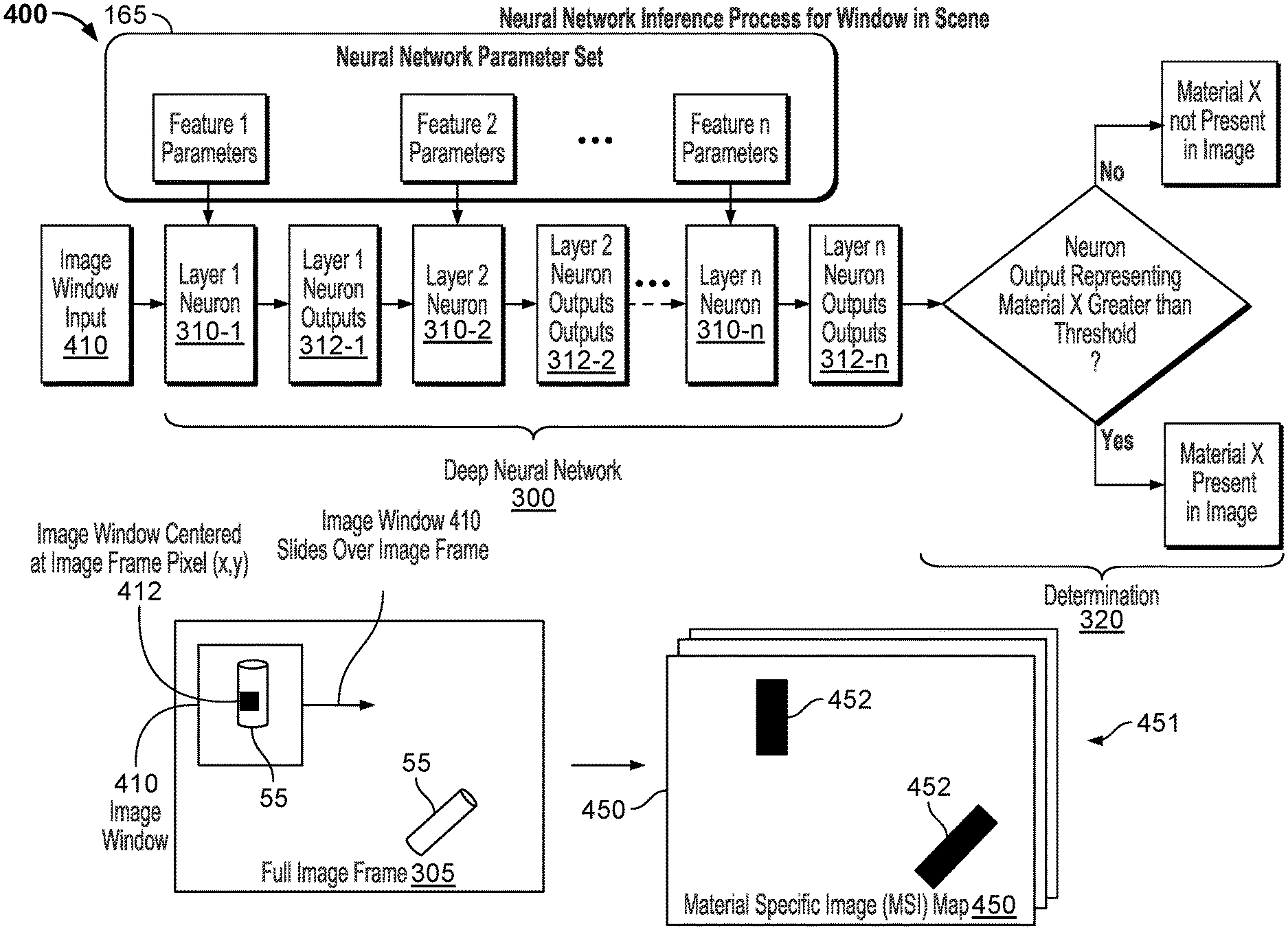
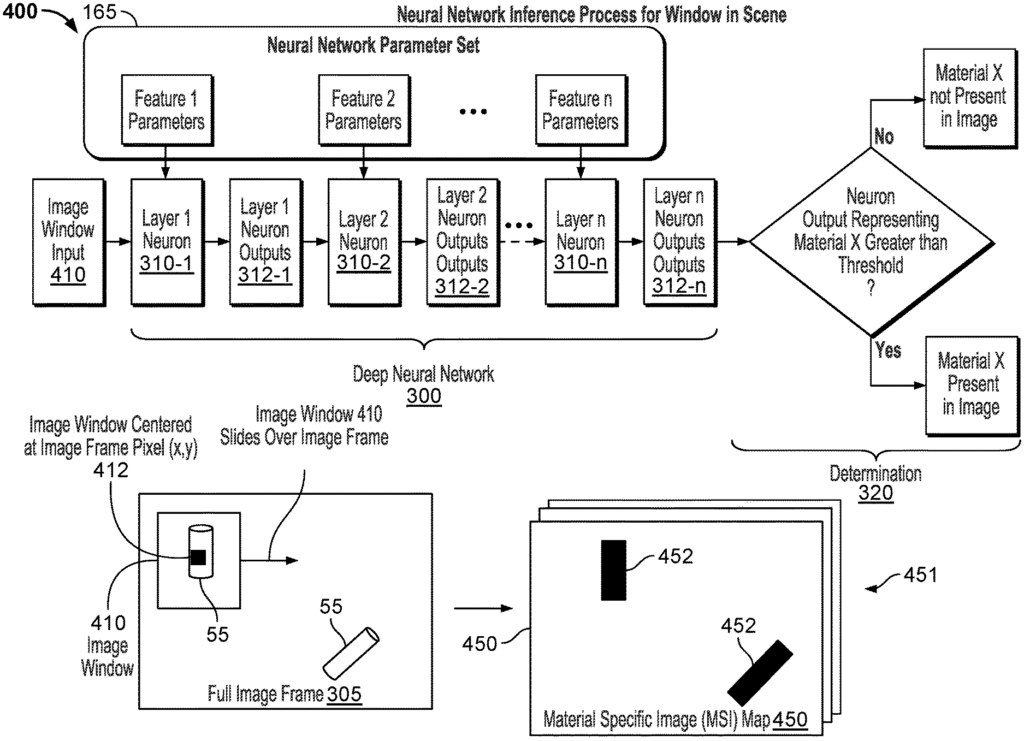
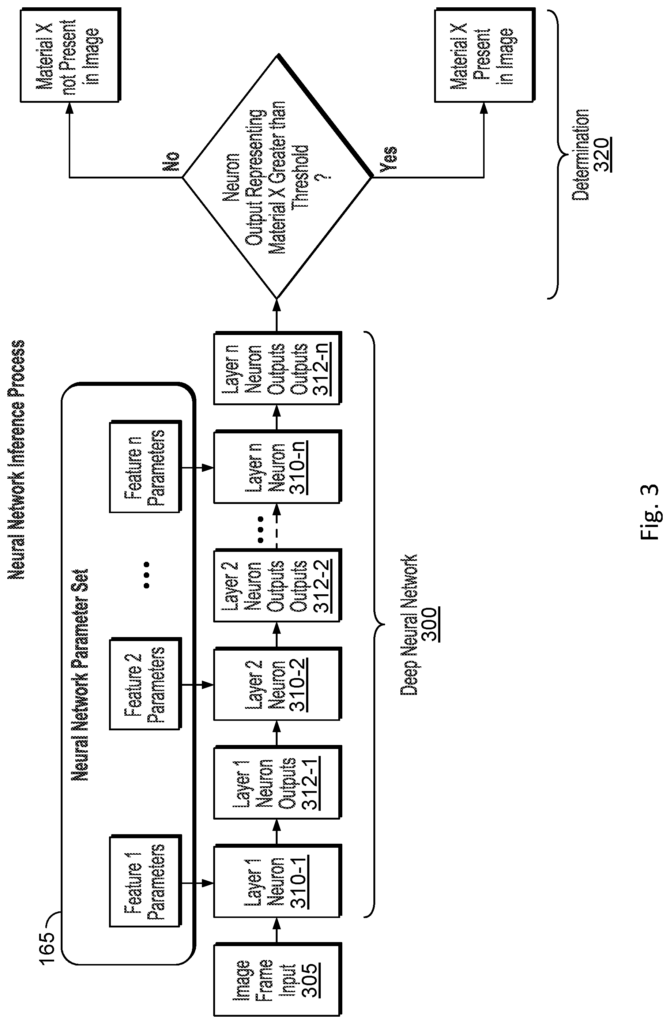
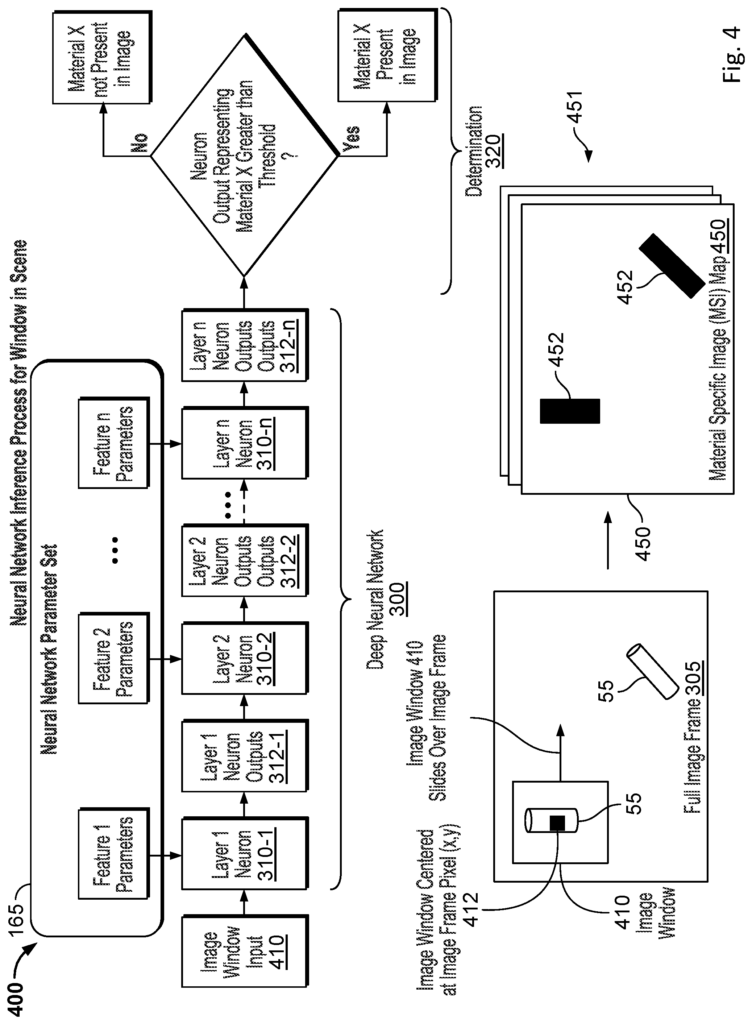
The present invention provides systems and methods for optical materials characterization using machine learning. In one embodiment, the system includes: an imaging unit configured to create image frames of an area or target objects in the area; and an object characterization processing device coupled to the imaging unit and including Neural Processing Units. The Neural Network Parameter set stores parameters that are used by one or more Neural Processing Units to characterize the one-or-more target objects. The Neural Network Parameter Set configures the Neural Processing Units to detect the presence of a variety of materials in the image frames, based on different features. The Neural Processing Units produce material characterization data for a first frame from the plurality.
Background for Systems and Methods for Optical Material Characterization of Waste Materials Using Machine Learning
In many industrial plants, conveyor belts are used to transport objects from one place to another. A conveyor belt can carry a mixture of materials and objects that are not sorted. Some objects, such as those found in recycling and waste facilities, may be deemed desirable. Some materials are valuable, while others can be unwanted contaminants. The unsorted and random contents of the collection truck could be dumped onto a conveyor at the facility. The facility operator will not know the exact type of material received at that time. Facility operators may want to know what is on the belt to collect data and/or identify the target material to remove from the belts, such as a sorting robotic. Sorting personnel can be stationed on the conveyor belt to manually catalog and sort materials. However, this is not the best option because sorting staff can vary in speed, accuracy, and efficiency, and they may become fatigued over the course of a work shift.
For the above reasons and other reasons below that will become evident to those skilled in this art after reading and understanding the specification there is a requirement in the industry for systems and methods of optical material characterization using machine learning.
The following specification will help you understand the embodiments of this disclosure, which provide systems and methods for optical material classification of waste materials by machine learning.
The Neural Network Parameter Set configures the Neural Processors to detect the presence of multiple materials in image frames using a variety of features. For a first frame from the plurality, the Neural Processors will output material characterization information that will identify which material is detected.
DRAWINGS
The following figures, which show the preferred embodiments of the invention, will help you to better understand the disclosure and its advantages.
FIG. “FIG.
FIG. “FIG.
FIG. “FIG.
FIG. “FIG.
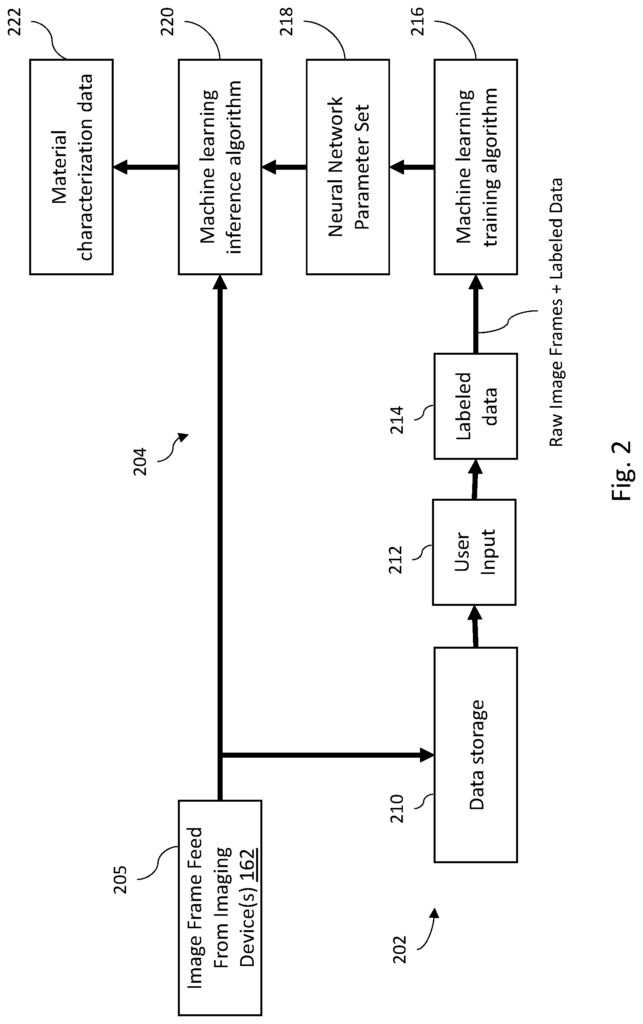
FIG. “FIG.
FIGS. “FIGS.
FIG. “FIG.
FIG. “FIG.
The various features described are not drawn at scale, but rather to highlight features relevant to this disclosure. Referencing characters are used to indicate similar elements in figures and text.
In the following detailed description it is made reference to the accompanying illustrations that are a part of this disclosure, in which specific illustrative examples in which embodiments can be implemented are shown. The embodiments have been described in enough detail for those in the know to be able to implement them. It is understood that different embodiments can be used and that logical changes, mechanical changes, and electrical modifications may be made, without departing the scope of this disclosure. This detailed description should not be interpreted as limiting.
In many industrial facilities like recycling or other waste sorting, materials are transported by conveyer belts. Sorting machines separate waste materials according to various criteria including material type. A material intake belt can transport mixed waste, such as glass, cardboard, and plastic. Sorting equipment can be used as waste is transported to sort and move different objects based on the material type. Glass bottles, for example, may be transported to a separate part of the facility than plastic milk containers. In the examples described herein, waste products traveling on a conveyor belt are shown as target objects. However, in alternative implementations of the embodiments, target objects may not necessarily be waste materials, but could be any type of material that is desired to be sorted and/or separated. In addition, while a conveyor belt is shown as an example conveyance system for transporting target objects to the suction gripper in the embodiments described herein, alternate implementations may use other conveyance mechanisms. In any of the embodiments below, instead of an active conveyance system such as a conveyor belt, a substitute conveyance device may include a chute, slide, or another passive conveyance method through or from which material falls or is otherwise gravity fed while it passes by imaging device.
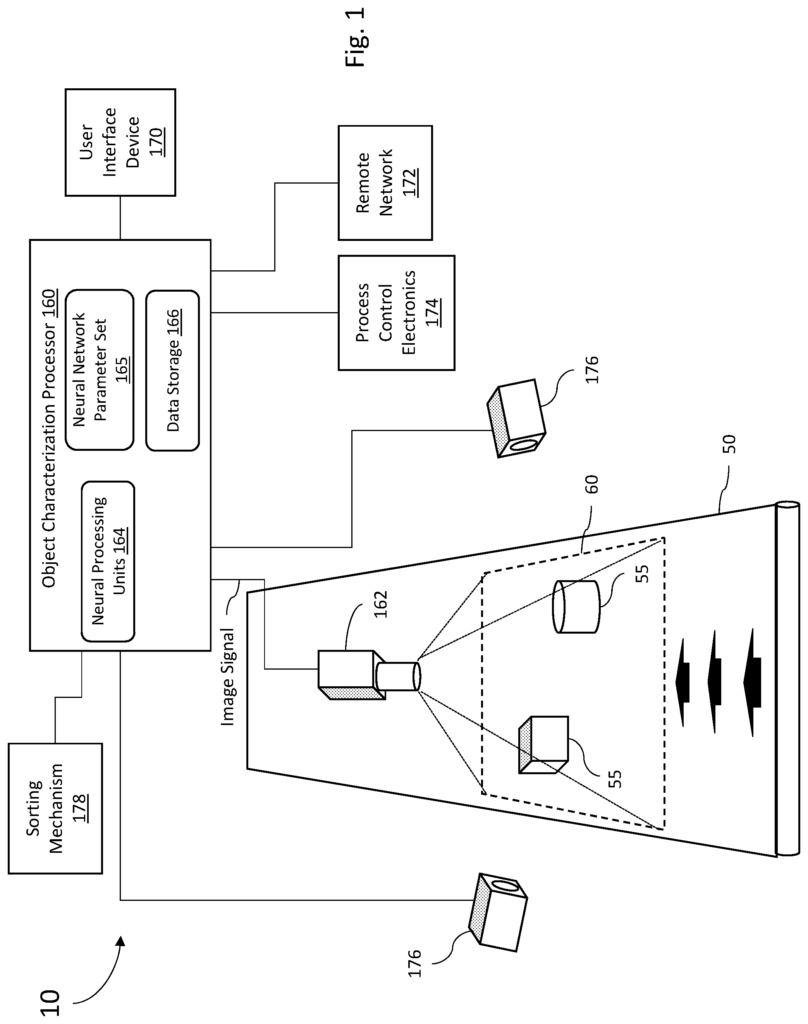
FIG. FIG. 1 shows a system for optical material characterization 10 in one embodiment of this disclosure. As shown in FIG. As shown in FIG. In some embodiments, the imaging device 162 includes a camera sensor which captures visual spectrum pictures of the target object 55 carried by conveyor belt 50. In some embodiments, imaging device 162 can also or instead include infrared (IR), ultraviolet (UV) and/or other sensors to capture IR, UV and/or other images of the targets 55. The imaging device 162 can include visual spectrum, UV, IR or any combination of these sensors. The imaging device 162 can also comprise other types sensors for generating an image. For example, a hyperspectral or magnetic image sensor. The embodiment of FIG. In the embodiment shown in FIG. The imaging device 162 functions as an area sensor that captures a two-dimensional image (also referred to herein as an image?frame?) In other embodiments the imaging device 162 can be a line scan that captures a slice or strip of the conveyor 50 and its content. These image strips can then be digitally spliced together to create a composite frame of the area 60.
The imaging unit 162 is connected to an object characterization processor (160) that consists of one or more Neural Processing units 164, and a Neural network parameter set 165 which stores the learned parameters used by the Neural Processing units 164. In some embodiments the imaging device can also include a Data Storage 166. This storage device stores raw images from the imaging unit 162, as well as processed images with labeled data. It may be used for storing other data, such material characterization data. The Neural Network Parameter Set 165, and Data Storage 166 can be implemented on a single physical non-transient device or on two separate physical nontransient devices. Data Storage 166 can be a random-access memory device or removable storage medium in some embodiments.
In some embodiments the material characterization data stored by the object characterisation processor 160 (which may in some embodiments be stored in the data storage 166) can comprise a count of the different materials present in the frame. As described further below, in some embodiments the material characterization data can also provide the number of objects of each type of material present in the image and/or their location within the frame. The material characterization data, for example, may indicate there are three aluminum cans in the image frame. It could also provide coordinates of the geometric center of each of these cans and/or estimate certain identified features like the shape and/or dimension of the object. The object characterization processor outputs physical attributes of objects determined by one or multiple Neural Processing Units after visional inspection.
The object characterization processor 160, as shown in Figure 1, is a discrete physical device that includes processing electronics separate from those of the imaging device 162. The object characterization processor 160 is implemented in a separate physical device that contains processing electronics distinct from those of imaging device 162. The object characterization processor would then receive the image signals via a wireless or wired communication link from the imaging device 162. The imaging device 162 may also be integrated with the object characterization process 160 into a single electronic device that includes the processors and memory to implement the embodiments. In some embodiments, an object characterization process 160 can be implemented by a microprocessor and memory programmed to execute code that performs the functions described in this document. In some embodiments, an ASIC or FPGA that is adapted for machine-learning may be used to implement the object characterization process 160.
Click here to view the patent on Google Patents.
Leave a Reply