Invented by Sohel Shaikh, Aqil Jamal, Zhonglin Zhang, Saudi Arabian Oil Co
The market for systems and methods for producing propylene is expected to grow at a CAGR of 5.2% between 2021 and 2026. The increasing demand for propylene from various end-use industries, such as automotive, construction, and packaging, is driving the growth of this market.
One of the key factors driving the growth of the market for systems and methods for producing propylene is the increasing demand for polypropylene. Polypropylene is one of the most widely used plastics in the world, and its demand is expected to continue to grow in the coming years. This, in turn, is driving the demand for propylene, which is a key raw material used in the production of polypropylene.
Another factor driving the growth of the market for systems and methods for producing propylene is the increasing demand for propylene oxide. Propylene oxide is used in the production of polyurethane, which is used in a wide range of applications, including furniture, bedding, and automotive interiors. The increasing demand for these products is driving the demand for propylene oxide, which is driving the demand for propylene.
There are several systems and methods for producing propylene, including steam cracking, propane dehydrogenation, and methanol-to-propylene. Steam cracking is the most widely used method for producing propylene, accounting for more than 50% of the global propylene production. However, propane dehydrogenation and methanol-to-propylene are gaining popularity due to their lower environmental impact and higher efficiency.
The market for systems and methods for producing propylene is highly competitive, with several major players operating in the market. Some of the key players in the market include Dow Chemical Company, LyondellBasell Industries, INEOS Group, and ExxonMobil Chemical Company.
In conclusion, the market for systems and methods for producing propylene is growing rapidly due to the increasing demand for propylene from various end-use industries. The market is highly competitive, with several major players operating in the market. The increasing demand for polypropylene and propylene oxide is driving the growth of this market, and the development of new and more efficient methods for producing propylene is expected to further drive the growth of this market in the coming years.
The Saudi Arabian Oil Co invention works as follows
According to one embodiment described here, a method for producing propylene can include at least partially metathesizing first stream containing at least 10 wt. The process for producing propylene may include at least partly metathesizing a first stream containing at least 10 wt. % propylene.
Background for Systems and Methods for Producing Propylene
Field
The present disclosure relates in general to processes and system for producing propylene and, more specifically, processes and systems to produce propylene using process streams containing butene.
Technical Background
In recent years, the demand for propylene has increased dramatically to meet the increasing markets for acrylic acid, polypropylene and propylene oxide. Most propylene is produced today as a byproduct of steam cracking units that produce ethylene or FCC units that produce gasoline. These processes are unable to meet the rapid rise in propylene demands.
Other propylene processes also contribute to total production. These processes include propane dehydrogenation, metathesis reactions that require both butene and ethylene, FCC with high severity, olefins cracked, and methanol into olefins. Propylene has been in high demand, but the supply of propylene has not kept up with this demand increase.
In order to achieve high yields, it is best to have a stoichiometric proportion of 1 butene for every 1 ethylene when producing propylene through metathesis. In some cases ethylene may not be available or in sufficient quantities in comparison to the butene supply. Due to a lack of ethylene, some processes that require butene and the ethylene for reaction may not be feasible. “There is a need to develop a process that converts butene into propylene efficiently, specifically without ethylene.
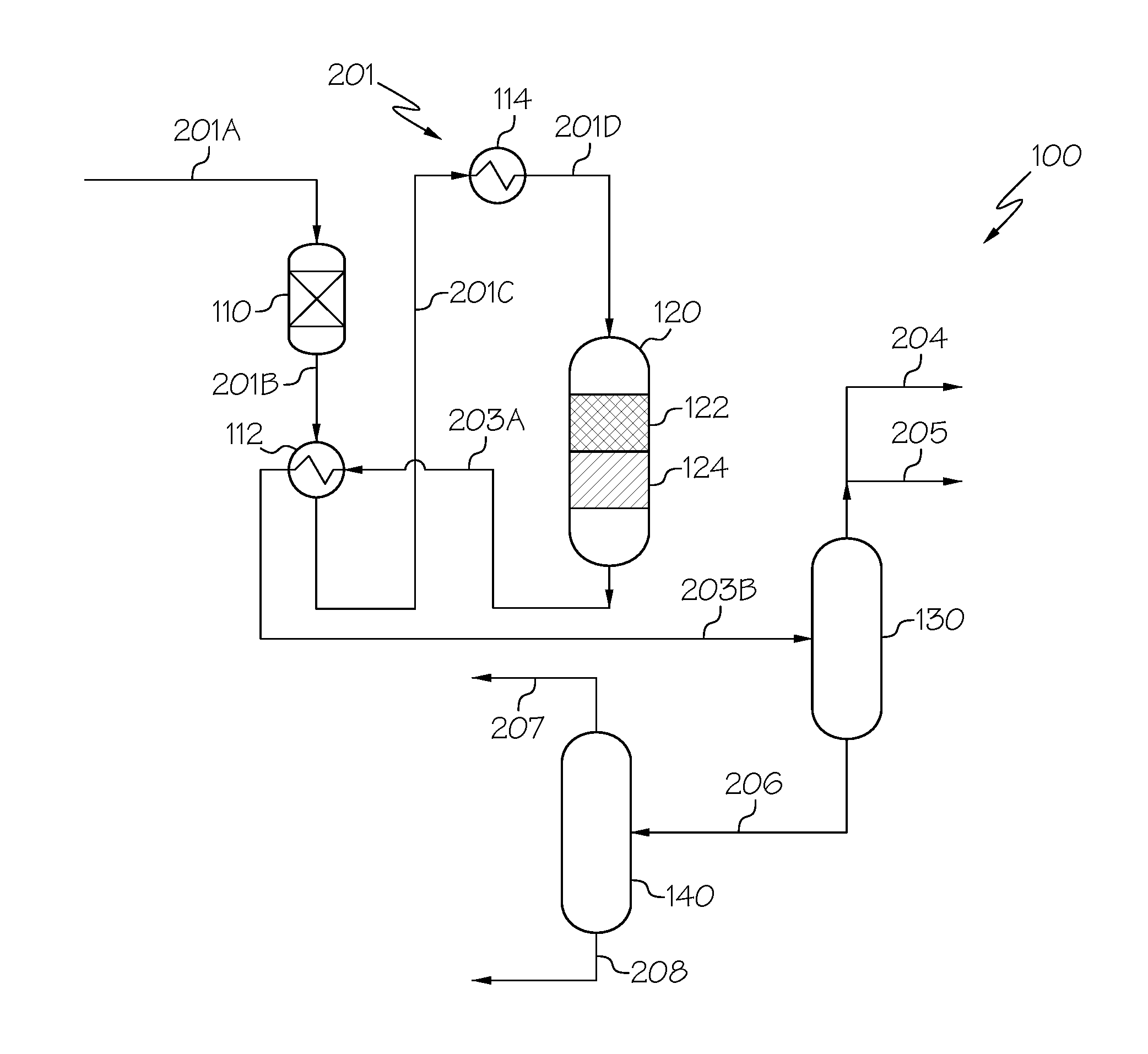
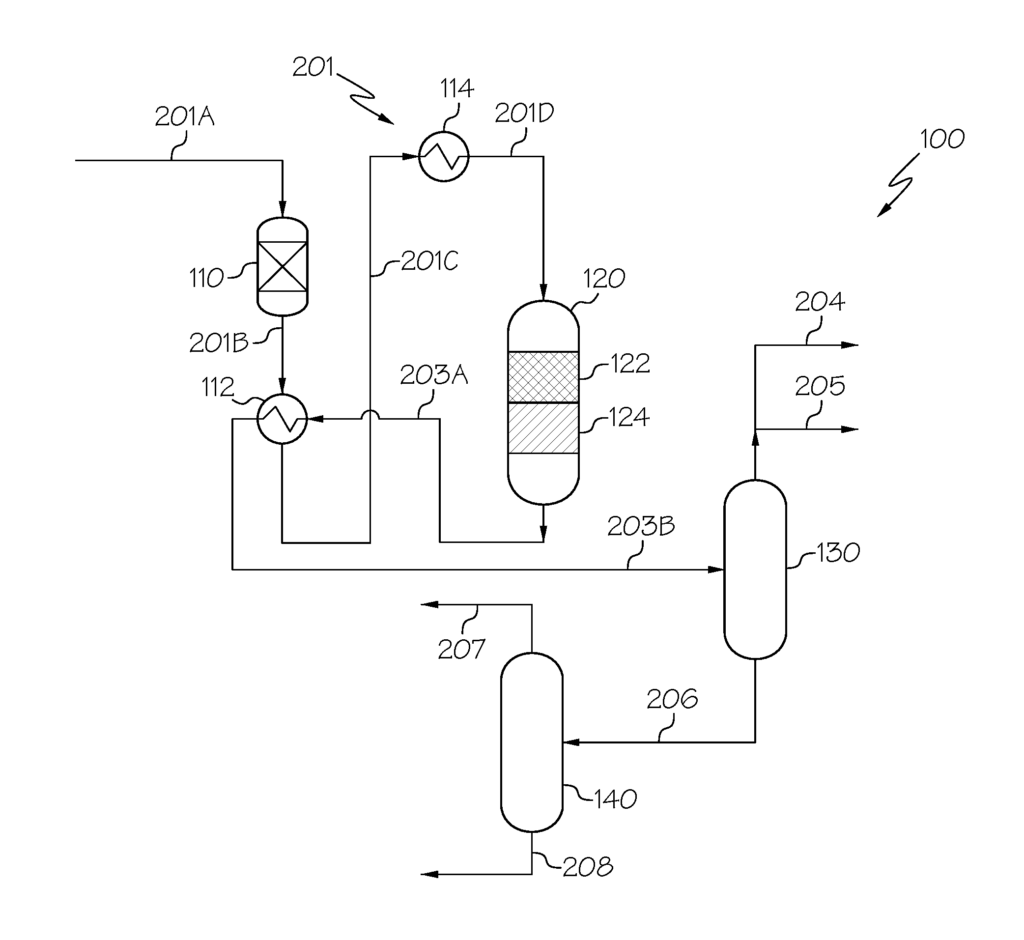
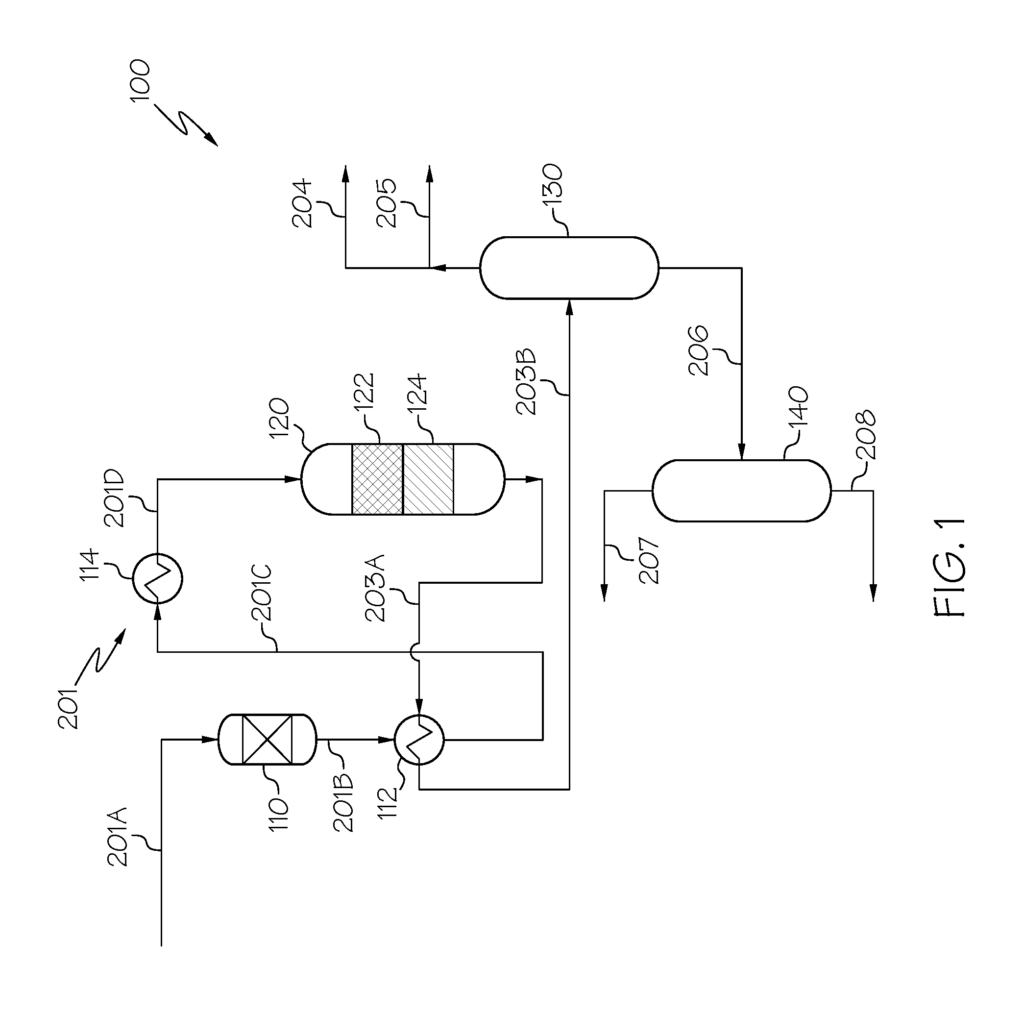
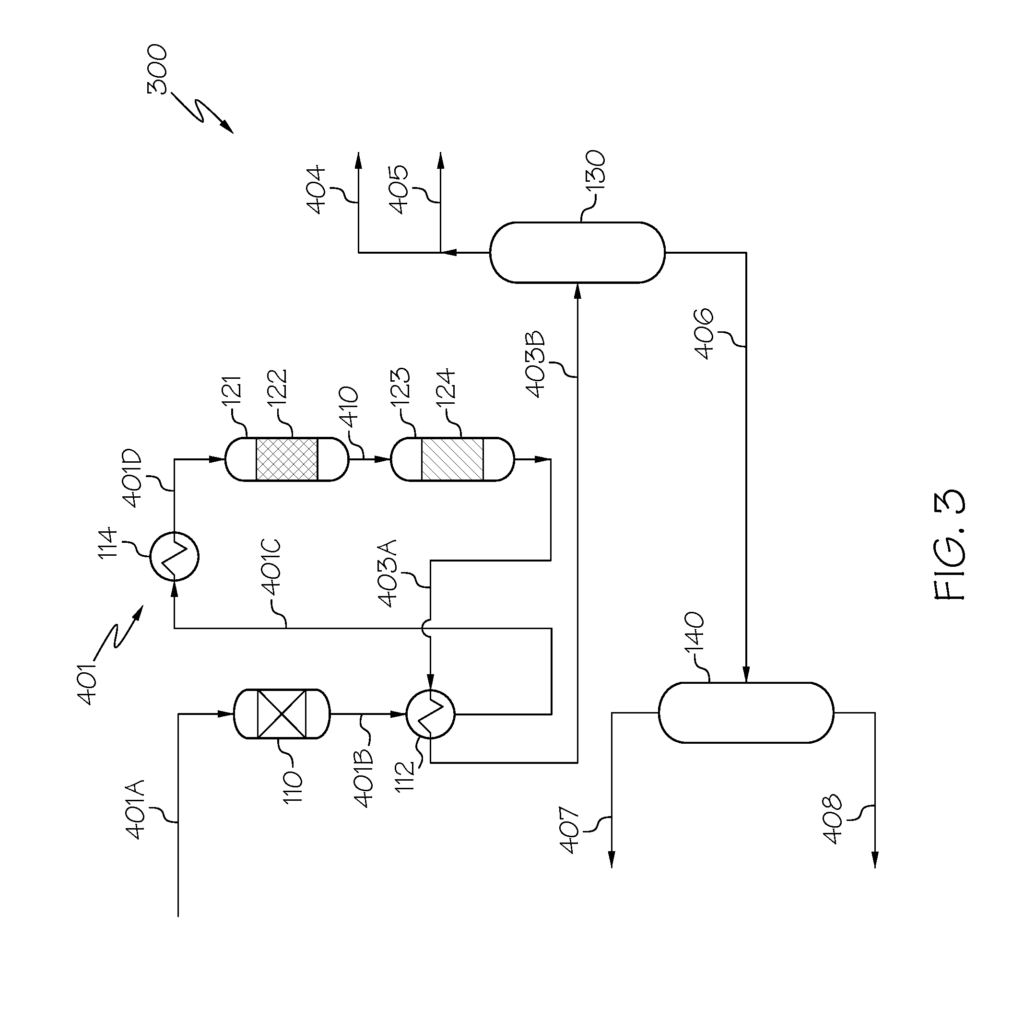
According to one embodiment, propylene can be produced using a process that involves at least partly metathesizing butene in a first stream to form a metathesis reaction product, at the least partially cracking this metathesis reaction product to produce a cracked-reaction-product containing propylene and at the least partially separating the propylene out of the cracking product to form an output stream containing propylene.
According to another embodiment of this disclosure, propylene can be produced using a process that includes introducing a butene-containing first stream into a reactor, at the least partially metathesizing it with a catalyst for metathesis to produce a metathesis reaction product, at the least partially cracking it with the cracking catalyst to create a cracking reaction product, and then passing the cracking product out of reactor as a cracking product stream. The reactor can contain a metathesis catalyst and a cracking catalyst, with the metathesis being positioned upstream from the cracking.
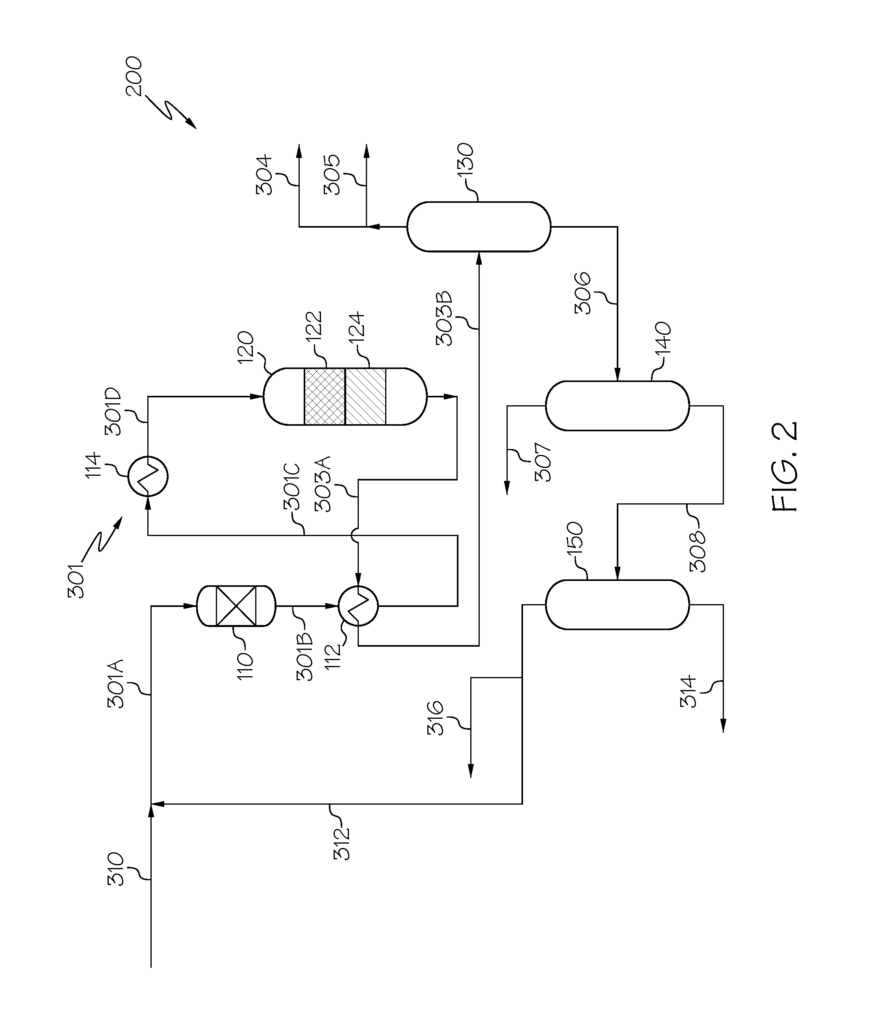
In accordance with a further embodiment of this disclosure, propylene can be produced using a process that involves introducing a butene-containing first stream into a reactor, metathesizing it in the reactor at least partly to produce a metathesis reaction product, passing it out of the reactor as a metathesis reaction product stream and then into a reactor 2, cracking at least a portion of the metathesis reaction product stream in a second reactor to create a cracking product, passing out the reactor 2 in a The first reactor can include a metathesis catalyser and the second reactor can contain a cracking catalyser. The cracking reaction product stream can be separated at least in part to produce a recycle stream containing butene.
Metathesis catalysts can be used in accordance with embodiments. The mesoporous catalyst is impregnated metal oxide and has a pore distribution between 2.5 nm and 40 nm, as well as a total volume of 0.600 cm3/g. In another embodiment, cracking catalysts may include a Mordenite Framework Inverted (MFI), structured silica catalyst, which has a total acidity ranging from 0.001 to 0.1 mmol/g. Another embodiment of a cracking catalyst may include an amorphous, mesoporous, silica foam that is impregnated by metal oxides. The metathesis catalyst will have a pore distribution between 3 nm-40 nm, and a total volume of 0.700 cm3/g.
According to yet another embodiment, the present disclosure may allow systems to be operated that can perform the processes described in the disclosure for producing propylene.
The detailed description that follows, along with the claims and the accompanying drawings, will provide additional features and benefits of the technology described in this disclosure. These will also be apparent to those who are skilled in the field from the description.
This disclosure describes various embodiments of methods and systems for converting butene to propylene. The conversion systems generally include components that are operable to perform a method in which a stream of butene undergoes metathesis and cracking reactions to form propylene. In some embodiments the metathesis reaction can be followed by a cracking reaction. The metathesis and the cracking reactions can be performed in separate reactors in series, or in a reactor with multiple catalysts placed in different sections. After the metathesis reaction and the cracking reaction, the product stream can be separated into several streams. Some streams may optionally recycled back into system. After a downstream separation, a stream of product containing at least 80 wt. The reaction products from the cracking reaction may contain up to % of propylene. Systems can operate with an inlet stream of at least 50 wt. Butenes such as streams produced by the naphtha cracking procedure. The systems do not generally require an inlet containing ethylene and the process can be fully functional even without ethylene.
As used in this disclosure “transfer lines” Transfer lines may be pipes, conduits or channels or any other physical transfer line that is suitable for fluidic communication between one or more components of a system and one or more components of another system. In this disclosure, the term “system component” is used. Refers to any device included in the system. Examples include, but are not limited to: separation units, reactors; heat transfer devices like heaters and exchangers; filters; impurities removal devices and combinations thereof. A transfer line can be used to transport a process between two or more components of a system. A transfer line can be divided into segments. A transfer line can be divided into segments. In general, the chemical composition is the same or similar along the length of a transfer line. It is important to note that temperature, pressure or other physical characteristics of a stream can change along a transfer, especially in different segments. Over the course of a transfer, a relatively minor change in composition can occur, for example, the removal of an impure component. Sometimes, the systems described herein are also referred to as “butene-conversion systems.” This refers to any systems that at least partially convert butene into another chemical species. In some embodiments, for example, butene can be at least partially transformed into propylene. The butene converters described here can be used to convert streams containing butene (including streams substantially free of other alkenes, such as ethylene and propene) into a process stream containing a significant amount propylene. In this disclosure, the term “stream” or “composition” is used to describe a stream that does not substantially contain? As used in this disclosure, a stream or composition does?not substantially comprise? When a component is present at a weight of less than 0.1 wt. %.
As used in this disclosure, “a separation unit” is referred to as a device that at least partially separates one or more chemicals from each other. Any separation device that separates at least some chemicals from each other in a mixed process stream is referred to as a “separation unit”. A separation unit can, for example, separate chemical species in a process stream, forming a fraction. Separation units can include, but are not limited to, distillation columns. Please note that the separation processes described here may not be able to completely separate one chemical from another. It is important to understand that the processes of separation described in this disclosure are?at least partly? Separating different chemical components is possible, even if it’s not stated explicitly. In this disclosure, a chemical component or several may be “separated”. As used in this disclosure, one or more chemical constituents may be?separated? In general, a stream of process can enter a unit for separation and be separated into two or three process streams. In some separation processes, there is also a “light fraction” In some separation processes, a “light fraction” and a “heavy fragment” may exit the separation unit. The light fraction stream has a lower boiling point than the heavy fraction stream.” The light fraction may exit the separation device, and in general the light fraction has a lower boiling point than heavy fraction.
As used in this disclosure, the term “reactor” is used. Refers to a vessel where one or several chemical reactions can occur between one of more reactants, optionally with the presence of one catalyst. A reactor can be a tank, tubular reactor or continuous stirred-tank (CSTR) reactor. Examples of reactors are packed bed reactors like fixed bed reactors and fluidized bed. A reactor can have one or more catalyst section, such as a catalyst bed. The area of the reactor that houses a specific catalyst or a group of multiple catalysts is called?section? In a second embodiment, reactions and separation may occur in a unit for reactive separation.
As used in this disclosure, the term “catalyst” is used. Refers to any substance that increases the rate of chemical reactions. The catalysts described in the disclosure can be used to promote a variety of reactions including, but not restricted to, metathesis, cracking reactions or both. In this disclosure, the term “metathesis catalyst” is used. As used in this disclosure, a “metathesis catalyst” increases the rate of metathesis reactions and a “cracking catalyst” increases the speed of cracking reactions. Increases the rate of cracking reactions. In this disclosure,’metathesis’ is used. In general, a chemical reaction is referred to as’metathesis’. This involves the redistribution of fragments of olefins (alkenes) by scission and regeneration. As used in this disclosure, “cracking” is also a term. In general, a chemical reaction occurs when a molecule with carbon-to-carbon bonds is broken up into multiple molecules by breaking one or more carbon-to carbon bonds. The cracked molecules can have the same number carbon atoms in them as the original molecule before cracking.
Saudi Aramco U.S. Patent Application No. Provisional Patent No. Dual Catalyst Systems for Propylene production? Saudi Aramco U.S. Provisional Patent No. This disclosure incorporates by reference the entire contents of Provisional Patent Application No. According to those disclosures suitable metathesis catalysts can include mesoporous silicon catalysts impregnated in metal oxide. Mordenite Framework Inverted (MFI), structured silica catalysts are suitable cracking catalysts. The mesoporous catalysts can have a pore distribution ranging from 2.5 nm up to 40 nm, and a total volume of 0.600 cm3/g. It should be noted that the systems described herein may include any metathesis catalysts or cracking catalysts suitable for the system, including commercially available catalysts as well as catalysts subject to future discovery.
As described in this disclosure “butene” may include at least 1-butene, isobutene, cis-2-butene, trans-2-butene 2-methyl-2 butene 3-methyl-1-butene, 2-methyl-1butene and cyclobutene. This disclosure may include 1-butene and isobutene. It could also include cis-2 butene or trans-2 butene. Butylene is another name for butene, as are the terms “butene” and “butylene”. Butylene is also known as butene. In this disclosure, the terms?butene? This disclosure may use?butylene? In this disclosure, the term ‘pentene’ is used. may include at least 1-pentene, cis-2-pentene, trans-2-pentene, 4-methyl-trans-2-pentene, cyclopentene, and 2-methyl-2-pentene. According to this disclosure, “hexene” is described. This disclosure may refer to certain chemicals using shorthand notation. In this disclosure, some chemicals can be referred in shorthand. C2 is ethane; C3 is propane; C4 is ethane; C5 represents pentane and C6 represents hexane. C2 = propylene, C3 = butene or butylene, C4= butene or butylene, C5= pentene and C6= hexene.
It is important to understand that two or more processes streams are “combined” “It should be understood that when two or more process streams are ‘combined’ When two or more lines cross in the flow diagrams shown on FIGS. 1-4. “Mixing or combining can also be done by introducing the two streams directly into a similar reactor, separation device or other component of a system.
Click here to view the patent on Google Patents.
Leave a Reply