Invented by Jesse O. Strickler, Grip LLC
One of the most popular methods for assembling a package of cigarettes is the use of automated machinery. These machines can quickly and efficiently assemble large quantities of cigarettes, reducing the need for manual labor and increasing production speed. Automated machinery also allows for greater precision in the assembly process, ensuring that each cigarette is consistent in size and shape.
Another popular method for assembling a package of cigarettes is the use of hand-rolling techniques. This method is often used by smaller, boutique cigarette manufacturers who specialize in producing high-quality, artisanal cigarettes. Hand-rolling techniques require a great deal of skill and expertise, and the resulting cigarettes are often considered to be of higher quality than those produced by automated machinery.
In recent years, there has also been a growing trend towards eco-friendly packaging for cigarettes. Many manufacturers are now using biodegradable materials for their packaging, such as paper or cardboard, in an effort to reduce their environmental impact. Some manufacturers are even experimenting with edible packaging, which would eliminate the need for any waste at all.
Overall, the market for methods for assembling a package of cigarettes is a complex and dynamic industry. With the rise of e-cigarettes and the increasing awareness of the health risks associated with smoking, manufacturers are constantly looking for new and innovative ways to package their products. Whether through the use of automated machinery, hand-rolling techniques, or eco-friendly packaging, the goal is always to produce high-quality cigarettes that meet the needs and preferences of consumers.
The Grip LLC invention works as follows
A packaged assembly consisting of a hermetically-sealed container and cigarette and forming method.” The container is hermetically closed to maintain freshness. An interior space can be either filled with inert gases or evacuated to pressures close to zero atm, removing substantially all the air (oxygen). The container can be made of clear glass so that the cigarette is visible within its interior. A relatively large label can be attached to the outside of the container in order to block out most of the light.
Background for Methods for assembling a package of cigarettes
Field
This disclosure is about cigarette packaging.
Description of Related Art
Cigarettes consist of a thin flat wrapper that can be burned and encloses an herbaceous material. The herbaceous substance can be tobacco, marijuana or herbs like cloves. Smoking is the main way cigarettes are consumed, although some types involve inhaling and others do not. Cigarettes can be made manually by an end-user or by machine. In the past, users would place loose herbaceous combustible materials in a straight line parallel to the long dimension of a paper cigarette, usually opposite a gummed border. The cylinder cigarette is created by rolling the ungummed edge over the line of combustible materials and folding it back. This is then secured to the outside of the outer paper layer. Machines which perform the function are well known, including fully automated machines in use for many years to manufacture tobacco cigarettes, as well as more recently automatic, semi-automatic and manual machines available to roll cannabis joints, see http://weedshome.com/top-10-rolling-machines. Many vendors offer ‘pre-rolled’ joints. For those who are unable to or unwillingly roll their own joints, many vendors now offer?pre-rolled? These pre-rolled joint are usually formed by filling pre-formed conical cigarettes paper (?cones?) The loose leaf is inserted into the larger diameter end of a pre-formed conical cigarette paper (?cones?)
In general freshness in cigarettes is highly desired. Oxygen degrades the quality of the herbaceous substance over time, but light exposure also has an impact on aspects like moisture content, taste, and color. “There is a need to improve the way cigarettes are stored and shipped.
DESCRIPTION DU DRAWINGS
FIG. “FIG.
FIG. “FIG. “Figure 1 with the exterior cap removed.
FIG. “FIG. “Figure 1 is shown with an exterior cap and interior seal removed and the cigarette being removed.
FIG. “FIG.
The FIG. number is the most significant three-digit designator. The number of the figure where the element was introduced, and the two least important digits are specific for the element. A figure is not required to describe an element. It is possible to assume that an element described previously with the same reference designation has the same characteristics and functions.
The assembly includes a hermetically-sealed container, cigarette and forming method. The container can be made of glass and hermetically closed to ensure airtight conditions. The container’s hermetically sealed space can be filled with inert gases or emptied to pressures close to zero atm, to remove virtually all the air. The container can be transparent to allow for good visibility of the cigarettes within its interior. The container’s exterior can be covered with a relatively large label to prevent the majority of light from reaching the cigarettes. Labels may contain product information, branding and designs, warnings etc.
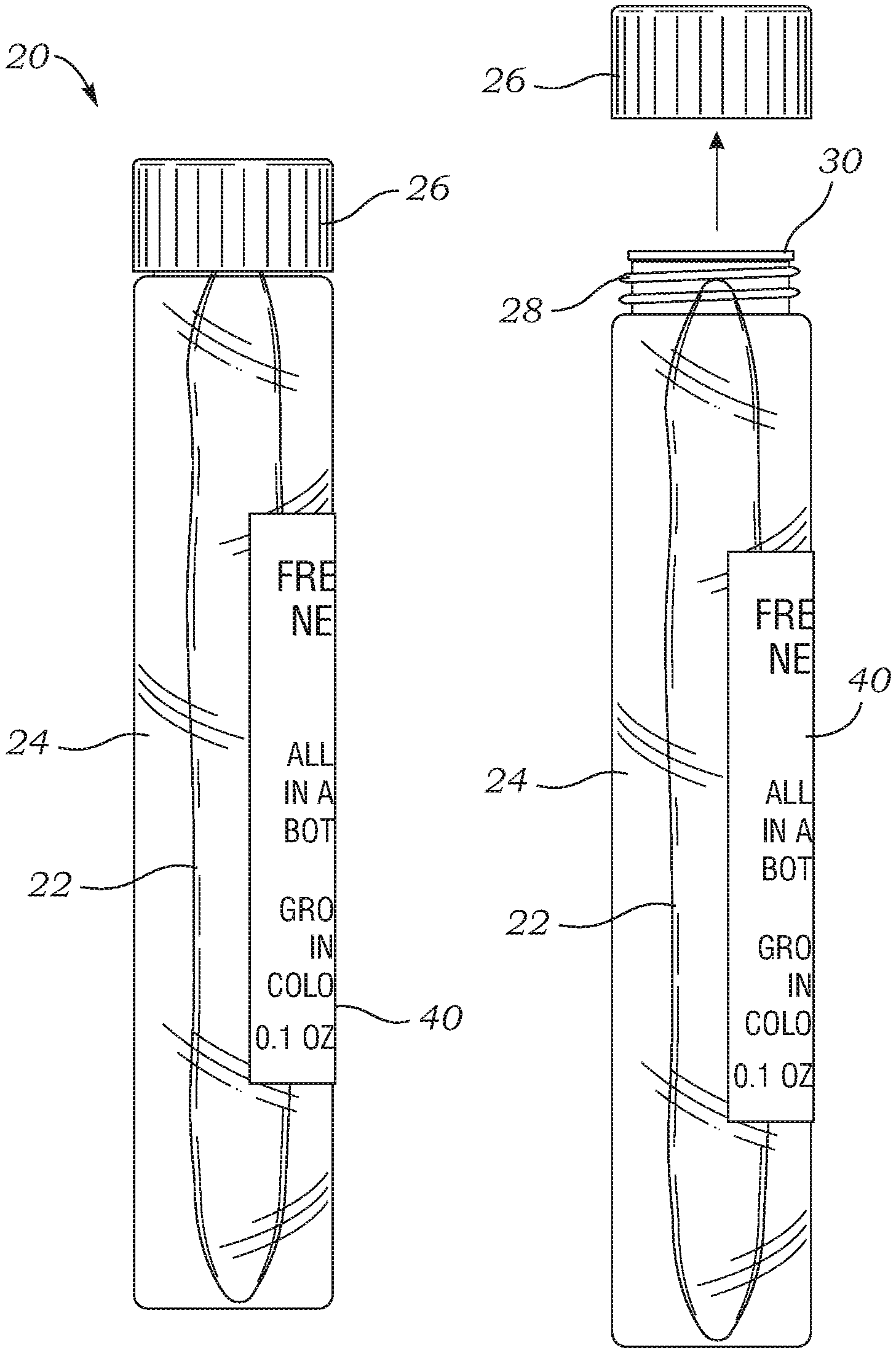
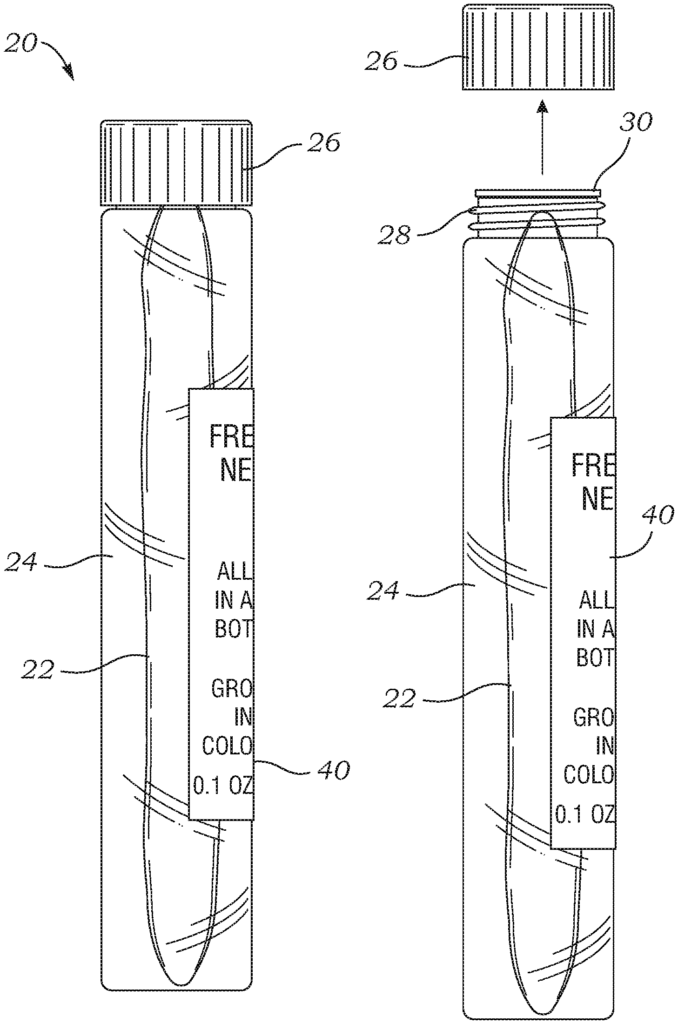
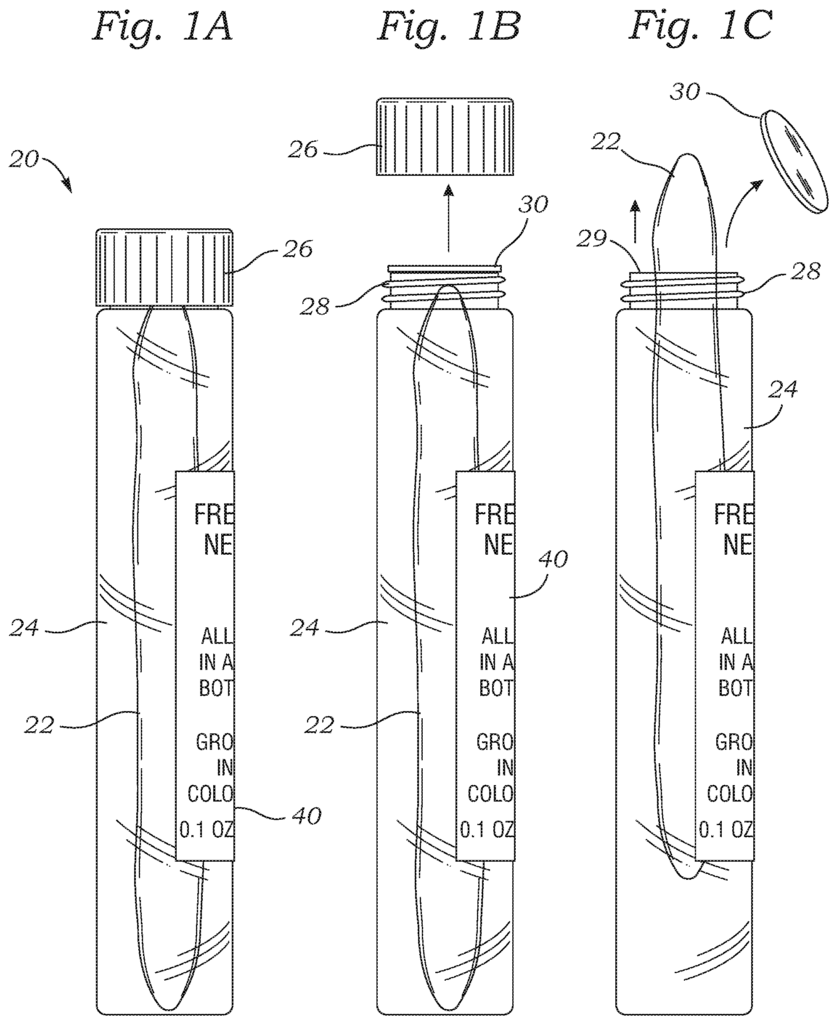
FIG. The package 20 of a cigarette is shown in 1A. The container 24 can be made into a narrow cylindrical shape to allow for the packaging of one, two or more cigarettes. The package 20 consists of a rigid-sided glass container 24 with an exterior cap 26, which can be topped by a glass cap. FIG. FIG. The exterior cap 26 has been removed from FIG. The cap 26 could have internal threads that are not shown, but mate with the external threads 28 of an upper mouth 29 on the container 24.
A seal 30 is in direct contact with the open mouth 29, sealing the container’s interior from the atmosphere. The container 24 can be a tube having a closed end on the opposite side of a circular opening 29 just beyond external threads 28. The seal 30 could be an elastomeric solid disk or a solid circular disk. Seal 30 can be made from silicone rubber, polyurethane or natural rubber. Seal 30 is thick enough to resist collapse, and can be chosen so that it remains relatively flat over the mouth 29. FIG. “Figure 1C shows a side-view of the sealed package 20, with the exterior cap 26, and the interior seal 30, removed. The cigarette 22 is shown being removed from the package.
The seal 30 hermetically closes the space inside the container 24, allowing the cigarette 22 be stored in a fresh environment without oxygen. The oxygen can be removed from the container by either removing all of the oxygen or by replacing the ambient air with a large amount of inert gases. Inert gases that are commonly used include helium, nitrogen, and argon. CO2, which has oxygen atoms in it, can also be used. It maintains the freshness of cigarettes similarly, since the oxygen is double-bonded to the carbon atoms in the CO2 molecules.
The consumer can be informed of the freshness of the cigarettes in the package in several ways. The removal of the seal 30 can cause an abrupt pressure increase within the container, resulting in a sound such as a short hiss or pop. The sound alerts consumers that the seal in the interior space is intact and has maximum freshness. The container 24 may contain a strip of oxygen-sensitive material or paper that changes color when oxygen is present, for example when the seal 30 has been disturbed. In the container 24, a pressure-sensitive indicator, such as a pouch or similar item, can be used. The indicator will inflate when a vacuum in the container is created and deflate when the seal 30 has been broken. You can use a tamper resistant indicator, such as heat shrink wrapping around the exterior cap 26, which must be destroyed prior to opening the container 24.
The cigarette 22 can be made from tobacco, dried leaves like stinging nettle, jimsonweed or marijuana, and herbs such as cloves. The paper used for cigarette papers is usually made of thin, lightweight “rag fibers” Nonwood plant fibers such as flax and hemp are used to make cigarette paper. The paper comes in rectangular sheets and rolls of various sizes and is glued along the long edge. To be clear, the term “cigarette” is used to describe any product that contains loose leaf material within a cylindrical or conical combustible outer wrapper/paper. “Cigarettes” are any products that contain loose leaf tobacco or other herbs in a cylindrical or conical outer paper or wrapper.
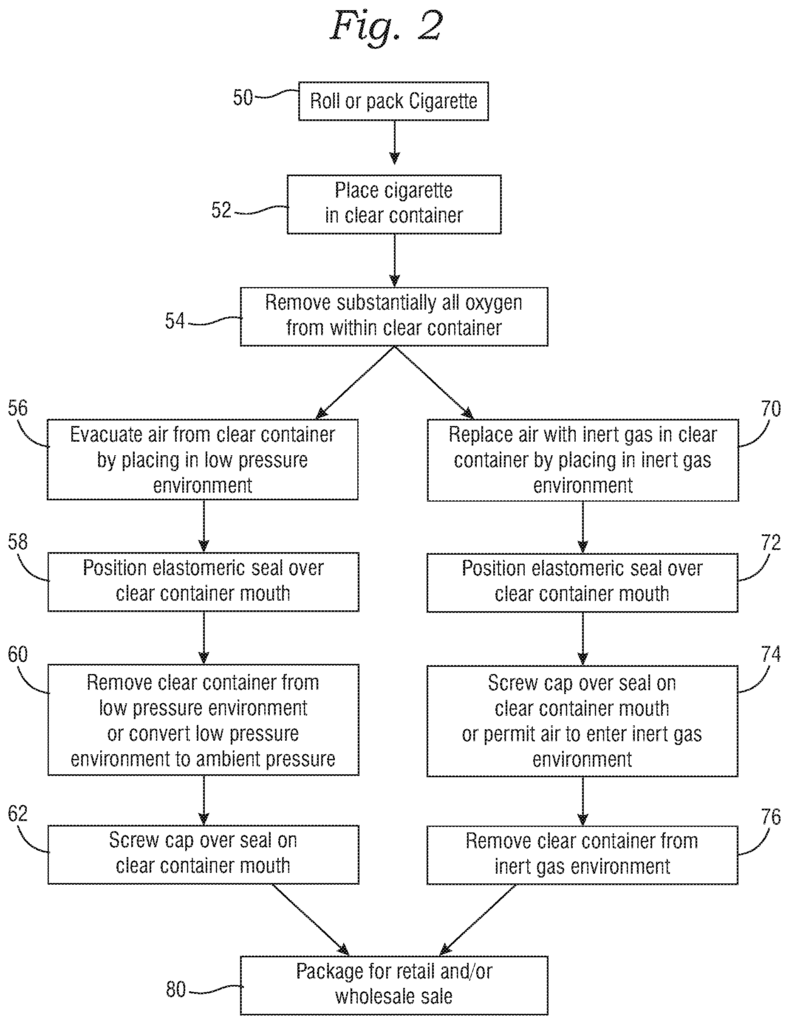
FIG. The flowchart 2 shows the process of assembly for a packaged cigarette, such as the sealed packaging 20. At the initial step 50, either manually or by machine, a cigarette will be formed, by rolling or by filling a cone that has been pre-rolled, for example. In step 52, one of more cigarettes is placed in the rigid clear container (preferable clear glass). In the next step, 54, you can remove virtually all the oxygen within the container in a variety of ways. Two of these are shown as diverging branches.
In the first method, step number 56 begins by removing air from a glass container. The container can be placed in a large enclosed space and a vacuum pulled to reduce the pressure in the space. The vacuum can be set as close to 0 atm to remove as much oxygen as possible.
Steps 58 and 60 involve placing an elastomeric sealing over the mouth of the container, while it is still in a low-pressure environment. In step 60, after removing the container from low-pressure environment, the assembler pulls down the seal over the mouth. The evacuated chamber can also be refilled with ambient pressure while the containers are still inside. The pressure differential forces the elastomeric sealing to be firmly pressed against the container’s mouth. In step 62, an exterior cap will be added to the mouth of the container which will conceal and protect the elastomeric sealing.
In a second method (step 70), the oxygen is removed from the container by replacing the air with an inert or other gas. For example, the glass container can be placed in a chamber/environment of inert gases. The oxygen atoms can be removed using an evacuation method before the gas is filled into the chamber. In a few minutes, the entire air will have been replaced by the inert gases. In step 72, the seal is applied to the mouth of the container, while it is still immersed in inert gases. In step 74, an exterior cap is placed over the mouth of the container to conceal and protect the elastomeric sealing. The step 74 can be done while the container is still in the inert environment to prevent any oxygen from seeping back into the container. The seal will press against the mouth of the container if the chamber was previously evacuated. In step 76, the assembler will remove the sealed and cap container from the inert environment.
Click here to view the patent on Google Patents.