Invented by Craig Steven Davis, Bradley Kenneth Smith, Mark Alan Uebel, Michael Lee Jordan, Merle Elmer Hertzler, Tobias Heineck, Daryl Oshatz, Parata Systems LLC
Traditionally, filling prescriptions in high-volume pharmacies has been a time-consuming and labor-intensive task. Pharmacists and technicians manually count and dispense medications, which can lead to errors and delays. Additionally, the increasing demand for prescription medications, especially due to the aging population and the prevalence of chronic diseases, has put a strain on pharmacy resources.
The System and Method for High-Volume Filling of Pharmaceutical Prescriptions addresses these challenges by automating the prescription filling process. This technology utilizes advanced robotics, computer vision, and machine learning algorithms to accurately count and dispense medications. It can handle a large volume of prescriptions in a fraction of the time it would take a human operator.
One of the key advantages of this system is its ability to reduce medication errors. The automated process ensures that the correct medication and dosage are dispensed, minimizing the risk of adverse drug events. Additionally, the system can detect potential drug interactions or allergies, alerting pharmacists to take necessary precautions.
Another benefit of this technology is its impact on efficiency and productivity. By automating the prescription filling process, high-volume pharmacies can significantly increase their throughput. This allows pharmacists and technicians to focus on more critical tasks, such as patient counseling and medication therapy management. The system also streamlines inventory management, ensuring that medications are always in stock and reducing waste.
Furthermore, the System and Method for High-Volume Filling of Pharmaceutical Prescriptions improves patient experience. With faster prescription processing times, patients can receive their medications promptly, reducing wait times and improving overall satisfaction. The system also enables pharmacies to offer additional services, such as home delivery or medication synchronization programs, enhancing convenience for patients.
The market for this technology is driven by several factors. The increasing demand for prescription medications, coupled with the need for improved efficiency in high-volume pharmacies, is a significant driver. Additionally, the rising focus on patient safety and medication error reduction is fueling the adoption of automated prescription filling systems.
Pharmaceutical companies and pharmacy chains are investing in this technology to gain a competitive edge in the market. By implementing the System and Method for High-Volume Filling of Pharmaceutical Prescriptions, they can differentiate themselves by offering faster, more accurate, and safer prescription filling services. This, in turn, can lead to increased customer loyalty and market share.
In conclusion, the market for System and Method for High-Volume Filling of Pharmaceutical Prescriptions is witnessing substantial growth due to its ability to improve efficiency, accuracy, and patient safety in high-volume pharmacies. This technology is revolutionizing the prescription filling process, automating tasks that were traditionally performed manually. As the demand for prescription medications continues to rise, the adoption of this technology is expected to increase, benefiting both pharmacies and patients alike.
The Parata Systems LLC invention works as follows
The steps in a method for retrieving a container from a carrier include: contact a vial within a container with a gripper to move the container from one end to the other of the carrier, and adjust the platform’s position from a diverted to a retrieval location; lift the vial out of the carrier using the gripper; and return the vial to carrier using the gripper. This method improves the accuracy and precision in moving the vial from and to the carrier.
Background for System and Method for High-Volume Filling of Pharmaceutical Prescriptions
In mail order, large retail and central fill pharmacies, prescriptions are dispensing in high volumes. It is common to use automatic pill dispensers to dispense prescription drugs at high speed and automatically.
In some high-volume systems, vial carriers and separate conveyors may be used for the conveyance of vials from and to the automated dispensing device. Vial carriers are used to keep a vial upright while it is being transported at high speed. Many high-volume dispensing operations fill vials in the same size (often with the same medication) consecutively. To accommodate this, carriers of the same size can be used. “The vials can be labeled before or after capping and/or filling.
Patent No. US Pat. “Describes a known automatic pill dispenser system.” No. 6,971,541 to Williams et al. This system can select a suitable vial and label it, then fill it with the desired amount of a pharmaceutical tablet. It will also cap the vial after the filling. Each of the system’s bins or cells is filled with one specific drug. Two robotic arms move each vial from one station to another in order to accomplish many of the above tasks. Air and suction are used to agitate the pills in the cell and guide them towards a dispensing outlet where they are counted. A version updated of this system can be found in U.S. Patent Publication No. The disclosure from 2009-0178464, which is herein incorporated in its entirety, is also incorporated. In the later version, there is only one robotic hand, and vial labeling and selection are done before the robotic arm takes the vial. The air/suction based dispensing method can be used to provide accurate counting and dispensing while maintaining high speeds in each case.
It may be desirable for a high-volume dispensing system to capitalize on the advantages inherent in Williams et al. “Type automated dispensing machines
The present invention is directed, in a first aspect to a method for retrieving a vial. The method includes the following steps: contacting the vial within a container with a gripper to move the container from one end to another of the carrier, and to adjust the positioning of the platform on the carrier from a diverted to a retrieval. This method improves the accuracy and precision in moving the vial from and to the carrier.
The present invention is directed in a second aspect to an automated pharmacy device, which comprises: a frame having a peripheral footprint, a plurality bins, with each bin containing a large supply of a drug; a platform attached to the frame, and having at lease one retrieval location configured to receive vials for filling; the retrieval point being located within footprint of frame; and gripper assembly mounted inside the frame, and configured to grab and convey vials from the transition platform into one of the bins
The present invention is now described in greater detail hereinafter. Preferred embodiments are shown. The invention can be implemented in many different ways and is not limited to those described here. These embodiments have been provided to make this disclosure complete and accurate, as well as to fully communicate the scope of the present invention to those who are skilled in the field. Like numbers are used to refer to similar elements in the drawings. “Thickness and dimensions may be exaggerated to make the drawings more clear.
Unless otherwise specified, all terms used herein (including technical and science terms) have the same common meaning as understood by a person of ordinary skill in this art. The meaning of terms such as those found in commonly used dictionaries should be understood in the context in which they are used and not in an idealized, overly formal way.
The terminology used in this document is intended only to describe particular embodiments and not as a limitation of the invention. The singular forms ‘a?, ‘an? The singular forms?a?,?an? The plural form is also intended, unless it is clearly indicated otherwise. The terms “comprises” will also be understood. and/or ?comprising,? When used in this specification they indicate the presence of specified features, integers and/or steps, operations and/or elements. However, it does not exclude the addition of other features, integers and/or steps, operations and/or elements. The expression “and/or” is used in this context to include any and all combinations of one or more of the listed items.” “Any and all combinations” of the listed items are included in this expression.
In addition, spatially-relative terms such as “under”, “below”, “lower”, ‘over’, and ‘upper? For ease of description, terms such as “under”, “below”, “lower”, or even “upper” may be used to describe the relationship between one element or feature and another element or feature. The spatially-relative terms will be understood to include different orientations or uses of the device, in addition to that depicted in figures. If the device shown in the figure is flipped over, the elements that are described as “under” or “beneath” will be visible. or ?beneath? Other elements or features could then be oriented “over” The other elements or features would then be oriented?over? The term “under” is a good example. Over and under can be interpreted as a single orientation. The device can be oriented in other ways (by rotating 90 degrees, or at different orientations), and the spatially-relative descriptors herein should be interpreted accordingly.
The term “forward” is used in this document. The term “forward” and derivatives thereof refers to the general direction that vial carriers or vials move as they travel from station to station. This term is meant to be synonymous with ‘downstream’, which is used often in manufacturing environments to show that certain materials are further along in the manufacturing processes than other materials. The terms “backward” and “forward” are used in the opposite direction. The terms’rearward? “Upstream” and derivatives thereof refer respectively to the opposite directions of the forward and the downstream directions.
For clarity and/or brevity, it is not necessary to describe in detail well-known functions or structures.
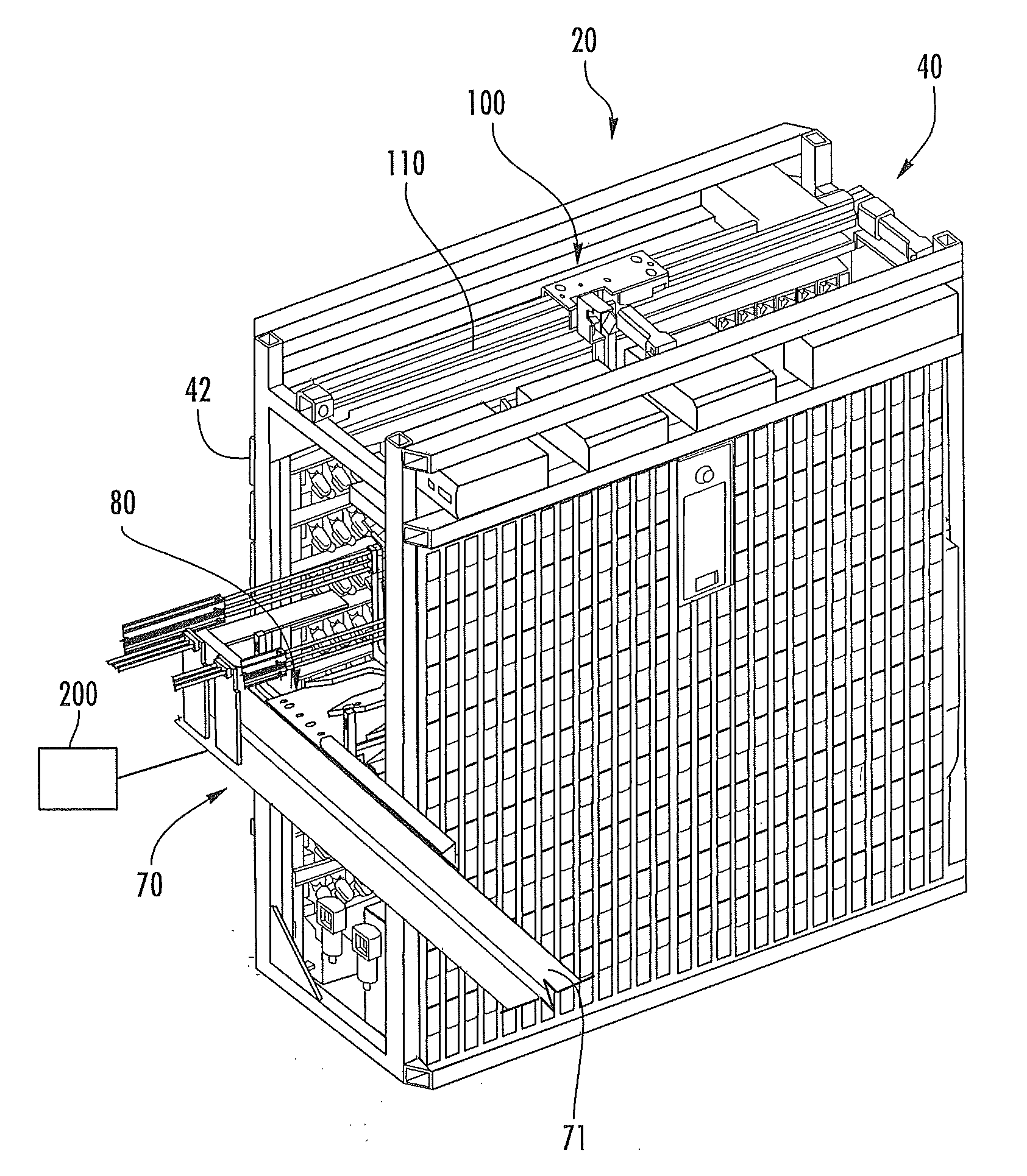
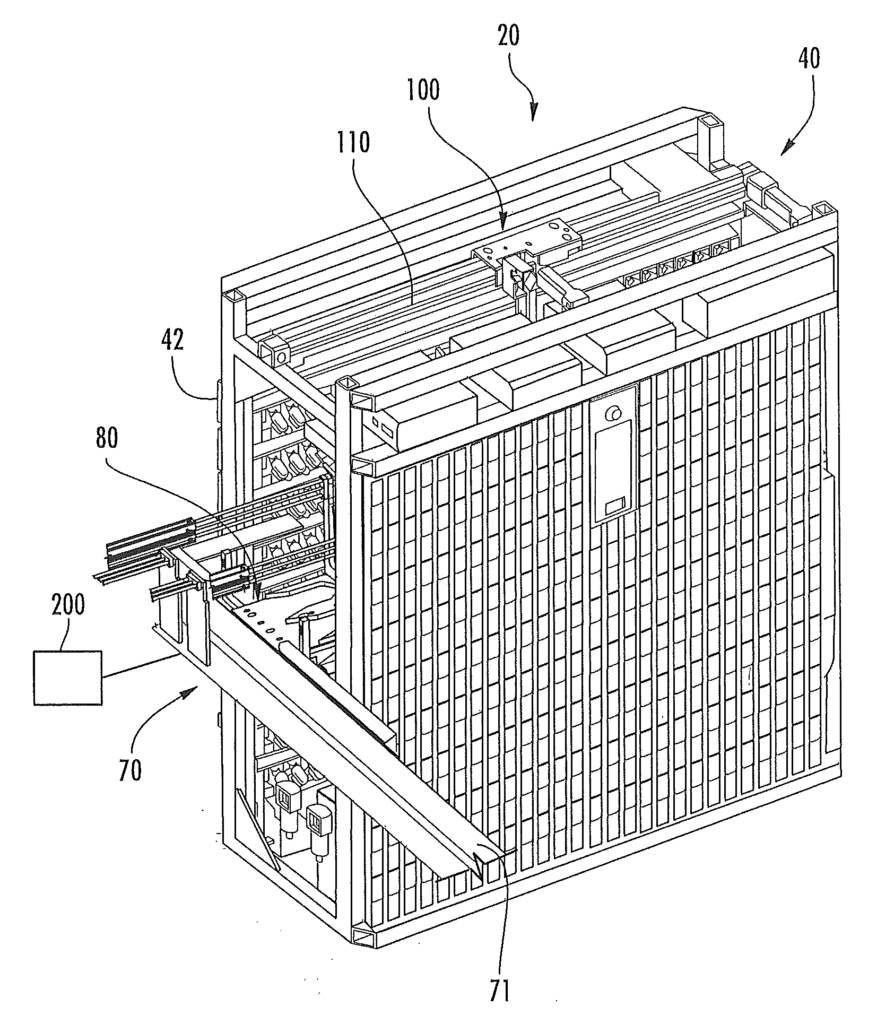
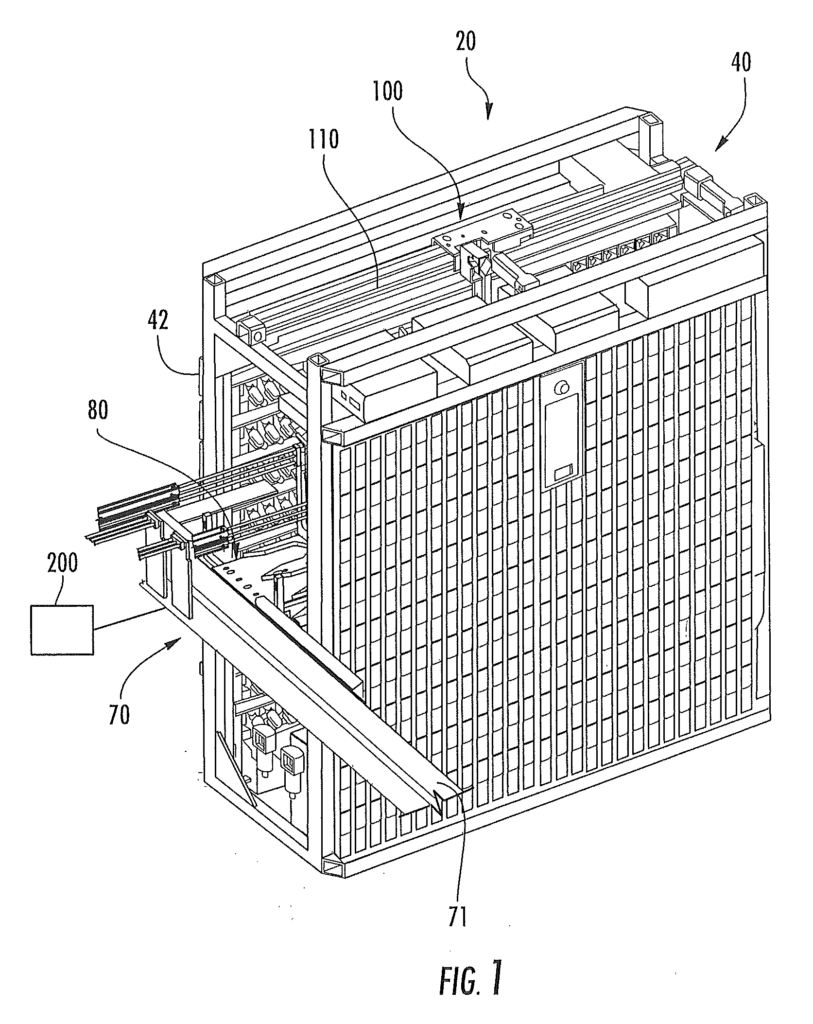
As previously described, the invention is a general system and process of dispensing pharmaceuticals. FIG. shows an example of a system. The system is referred to as 20 in the figure. The system 20 consists of a conveyor 70, a platform assembly 80 and an automated dispensing device 40. The components of the system are described below in more detail.
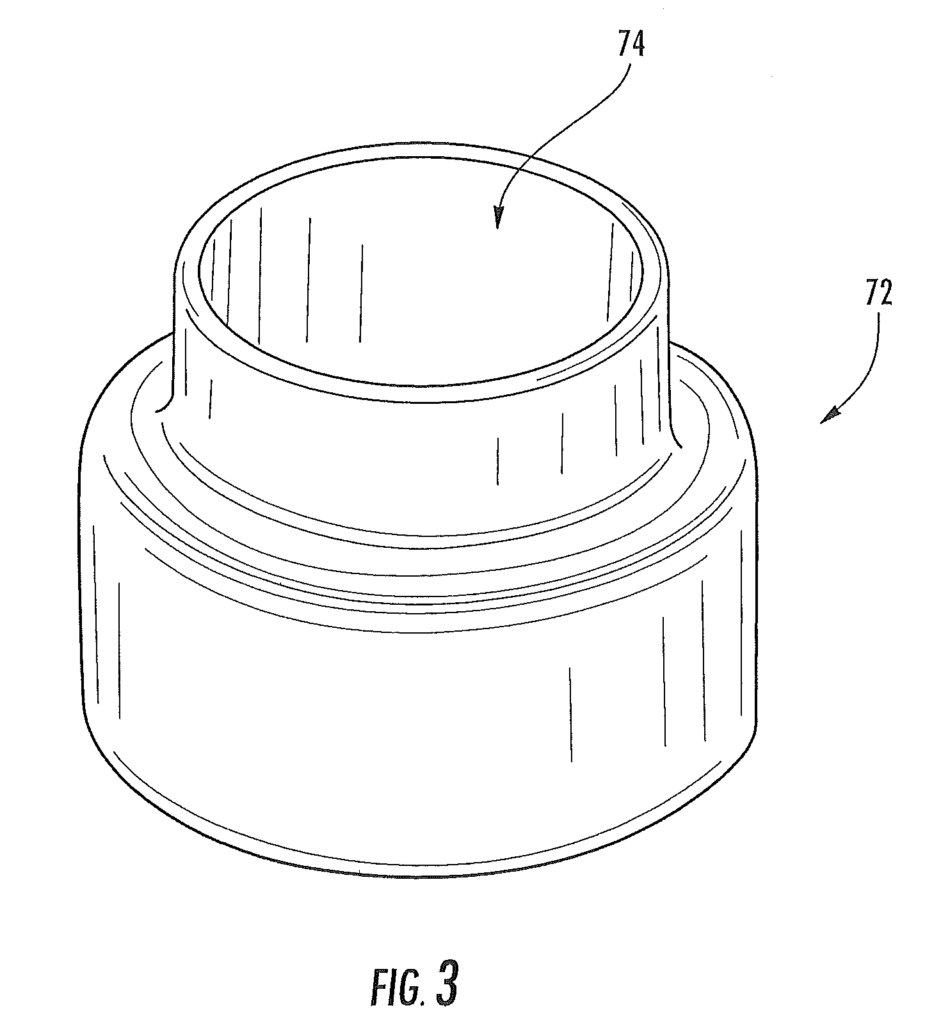
The conveyor unit 70 consists of a line-conveyor 71 that’s positioned to transport a series pucks 72. Each puck 72 has a central cavity configured and sized to hold a pharmaceutical vial in the center. The term “vial” is used in this document. The term “vial” is used here to refer to an open-ended container, such as a bottle, jar, or vial, that is typically used to hold pharmaceuticals. The cavity 74 is usually slightly larger than the size of the vial to facilitate insertion. It is also typically round. The illustrated embodiment uses pucks 72 to reduce the likelihood of a vial or bottle falling over during transport.
The RFID tag can also be used as a way to tell the system 40 what pharmaceutical to dispense into the vial. An ‘RFID tag’ is used in this document. An RFID tag is an object that can be applied to a component or integrated into it for purposes of tracking and identification using radio waves. Some RFID tags are readable from several meters and beyond the field of vision of the reader. Most RFID tags have at least two components. The first is an integrated chip for storing information, processing it, modulating a radio frequency (RF) signal and performing other functions. Second, an antenna is used to receive and transmit the signal. There are three main types of RFID tags. Active RFID tags have a battery that can transmit signals on their own. Passive RFID tags do not have a battery, but require an external power source to trigger signal transmission. Battery assisted passive tags (BAP), which need an external power source to awaken, have heightened forward link capabilities and thereby enables broader reading range. All of these can be used with the invention. In U.S. Pat., RFID tags and readers that are exemplary are described. No. No.
In general, the operation of system 20 begins with pucks that contain empty vials being transported along a pathway P from an end of the conveyor 70 to a location adjacent to the transition platform assembly (FIG. 4). The syringes are then diverted to the platform assembly 80 (FIG. A robotic arm 102 from a gripper 100 assembly removes the vial 72 (FIG. The vial is conveyed from the dispensing device 40 to the correct dispensing position by the arm 102. The arm 102 returns a filled vial to the puck 72 that corresponds with it (FIG. The vial and puck 72 are then returned to the conveyor and transported away from the platform assembly 80. “(such as capping)
Those skilled in the art will understand that the conveyor 70 can take many forms, such as belt conveyors or rollers. It may also include slide conveyors and combinations of these. In some embodiments the conveyor 70 can even be a robotic arm which positions the pucks on the diverter platforms 80. In some embodiments, conveyor unit 70 can be endless, e.g. it can follow an oval-shaped path, so that pucks 72 automatically return to the starting point after being emptied from their vials.
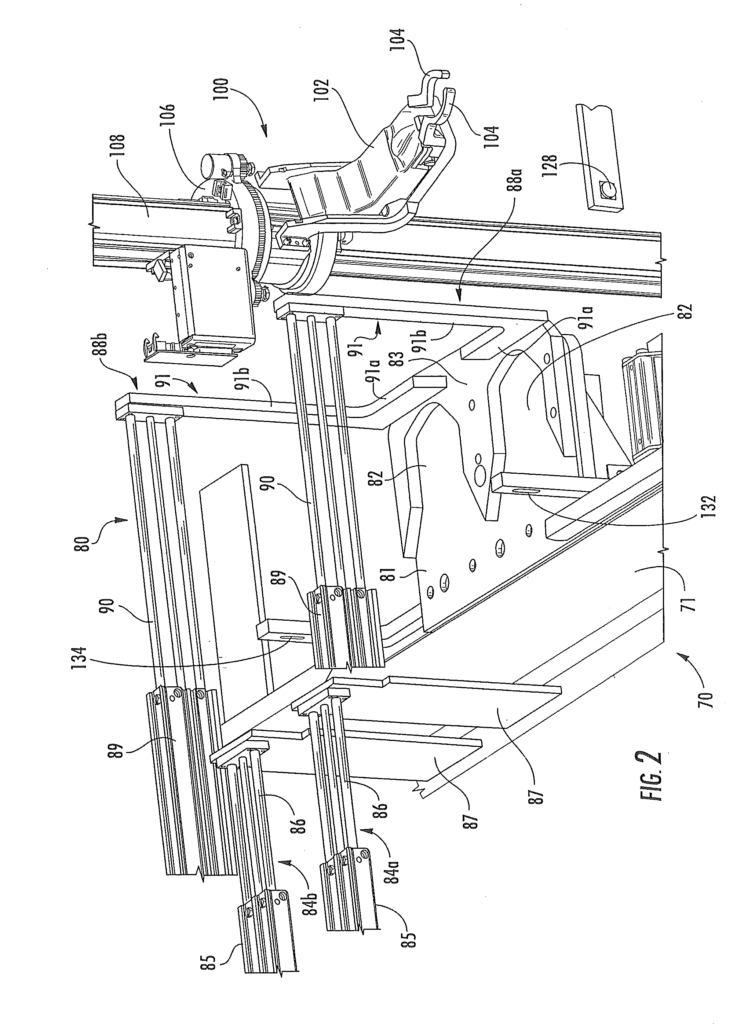
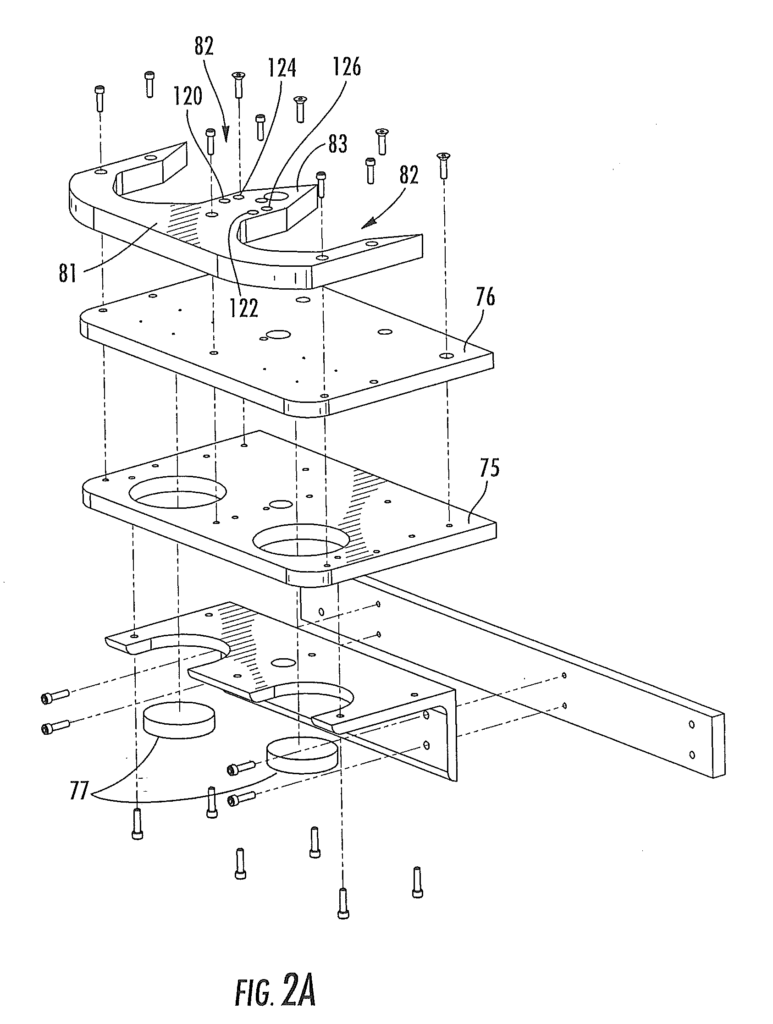
Referring to Figures. The transition platform assembly is mounted next to the conveyor so that its upper surface is substantially parallel with the conveyor. The transition platform 80 comprises an aligner 81 which defines two U or V-shaped recesses. These recesses are divided by a divider. The aligner 81 is mounted on top of a base cover 76 that covers a panel 75. The RFID tag reader is mounted below each recess on the base cover 76. It fits into apertures of the base 75. The transition platform assembly 80 has been positioned so that the recesses are located within the frame 44, or ‘footprint’, of the automated dispensing machines 40. The?footprint?
Two substantially identical diverting devices 84a,84b are mounted on the conveyor 71. The diverting device 84a is positioned slightly above the diverting device 84b. Two identical return units, 88a,88b, are mounted on the conveyor 71. The return unit, 88a, is positioned to align with the diverting 84a and the other unit, 88b, is positioned to align with the diverting 84b. Below, we will discuss these separately.
Each diverter unit 84 a, 84 b includes a horizontally-disposed guide 85 that extends over the conveyor 70, diverter rods 86 that extend from and retract into the guide 85, and a vertically-disposed paddle 87 that is suspended from the rods 86, and a pneumatic actuator (not shown) that acts to retract and extend the rods 86. The paddle 87 will be positioned from the transition platform 80 across the conveyor 71 when the rods are retracted. The paddles 87 are positioned so that they are generally aligned to a recess 82 on the aligner panel.
The return units 88a and 88b each include a guide 89 and rods 90 as well as a pneumatic actuator similar to the guides, rods and actuators discussed above. Each set of rods 90 is equipped with an L-shaped sweep arm (the sweep arm of the unit 88a is the mirror image of that of unit 88b). The sweep arms 91 are positioned so that when the rods 90 extend from the guides and cross the conveyor, one of the recesses is located between the sweep arms 91 and conveyor 70. In this embodiment, the sweep arms are offset from the paddles 87 on their respective diverter units 84a,84b so that the lower segment 91a of each sweep arm 91 can pass underneath the paddles 87, and the vertical segment 91b can pass alongside the paddles 87. The sweep arms 91 are shaped in a way that they do not interfere with the gripper 100 when it approaches the platform assembly 80.
Click here to view the patent on Google Patents.
Leave a Reply